Tire belt ply calendering process
A calendering process and belt layer technology, applied in the field of tire belt calendering process, can solve the problems of reduced production efficiency, semi-finished product quality, fluctuation of natural rubber quality, etc., to improve production efficiency, solve the problem of sticking rollers, and uniform thickness Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
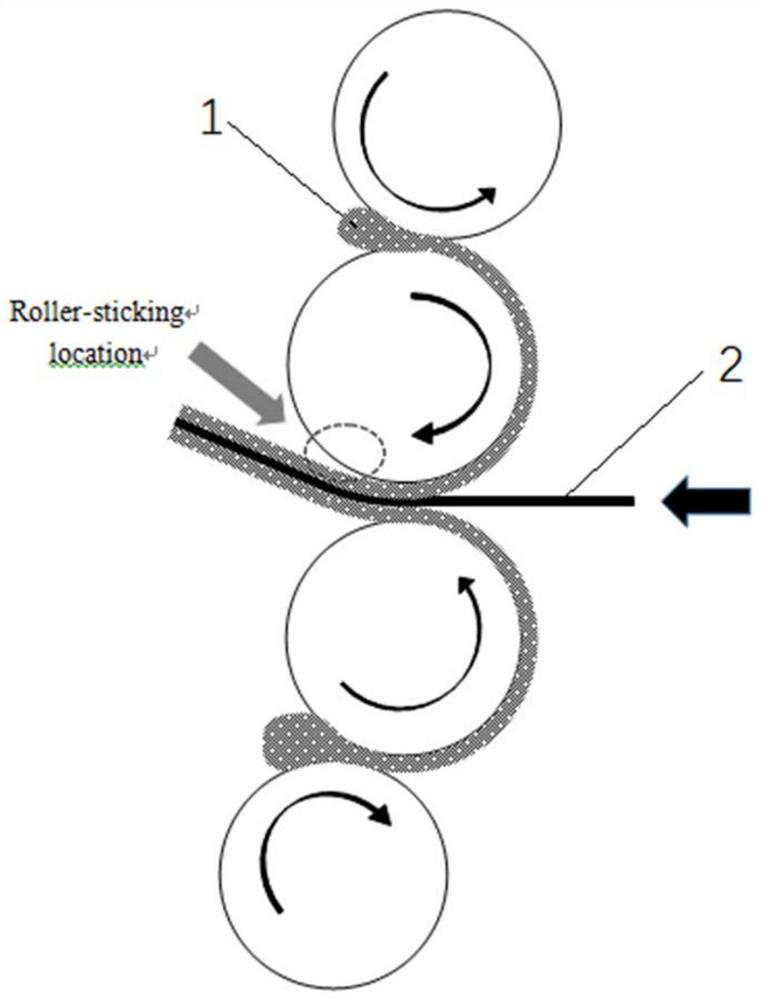
[0017] A tire belt layer calendering process, the tire belt layer calendering process includes the step of using a four-roller calender to bond the glued steel wire, the glue supply temperature is 95 ° C, the upper part of the four-roller calender The temperature of the rolls is 60°C, the temperature of the middle roll is 60°C, the temperature of the side rolls is 85°C, the temperature of the bottom rolls is 85°C, and the temperature of the belt layer is maintained at 80°C.
[0018] The speed ratio of the side roller, the upper roller, the middle roller and the lower roller is 1:1.3:1.3:1.
[0019] The height of the rubber sealing glue 1 piled up on the side rollers, upper rollers, middle rollers and lower rollers is 10cm. The surface temperature of the steel cord 2 before bonding was 60°C.
[0020] In the step of laminating the glued steel wires using a four-roll calender, an open mill and an extruder are used to simultaneously supply the rubber sealing glue 1 .
[0021] Th...
Embodiment 2
[0023] A tire belt layer calendering process, the tire belt layer calendering process includes the step of using a four-roller calender to bond the glued steel wire, the glue supply temperature is 105 ° C, the upper part of the four-roller calender The temperature of the rolls is 70°C, the temperature of the middle roll is 70°C, the temperature of the side rolls is 95°C, the temperature of the bottom rolls is 5°C, and the temperature of the belt layer is maintained at 80°C.
[0024] The speed ratio of the side roller, the upper roller, the middle roller and the lower roller is 1:1.3:1.3:1.
[0025] The height of the rubber sealing glue 1 piled up by the side rollers, upper rollers, middle rollers and lower rollers is 15cm.
[0026] The surface temperature of the steel cord 2 before bonding was 80°C.
[0027] In the step of laminating the glued steel wires using a four-roll calender, an open mill and an extruder are used to simultaneously supply the rubber sealing glue 1 .
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| surface temperature | aaaaa | aaaaa |
| surface temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com