

Key cooling demoulding mode
A key and demoulding technology, applied in the direction of household components, household appliances, other household appliances, etc., can solve the problem of uneven material flow of key products, prolonged production cycle, increased demolding difficulty and defective demoulding rate of key products And other issues
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
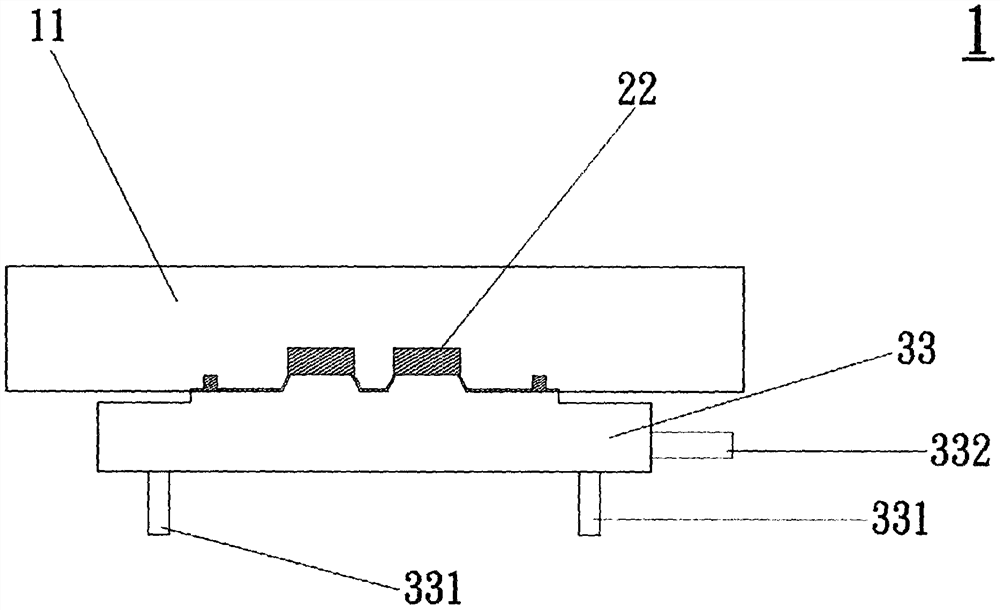
[0014] figure 1 It is a schematic diagram of the combination in the embodiment, and its implementation mode is: when the button product 22 of silicone rubber or rubber is heat-pressed or injection-molded, and the button product 22 is still trapped in the production master mold 11, the vacuum cooling demoulding fixture 33 Because it can be completely attached to the inner wall of the button product 22 and does not touch the production master mold 11, and the vacuum cooling demoulding fixture 33 is made of a material with high thermal conductivity, it can be quickly and only for rapid cooling The button product 22 part of the keypad product 22 is used to derive its high temperature and will not cool down the production master mold 11 because it does not touch the production master mold 11; and a cooling water inlet pipe 331 is provided in its vacuum cooling demoulding fixture 33 , the external cooling water can be imported into its vacuum cooling demoulding tool 33, and the temp...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More