Electromagnetic-heating silicon rubber roller and processing method thereof
A processing method and technology of silicone rollers, applied in printing, printing presses, rotary printing presses, etc., can solve the problems of reduced transfer efficiency, adhesive failure, limited contact area, etc., to improve the thermal transfer rate, reduce The loss of energy, the effect of breaking the transfer difficulty
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
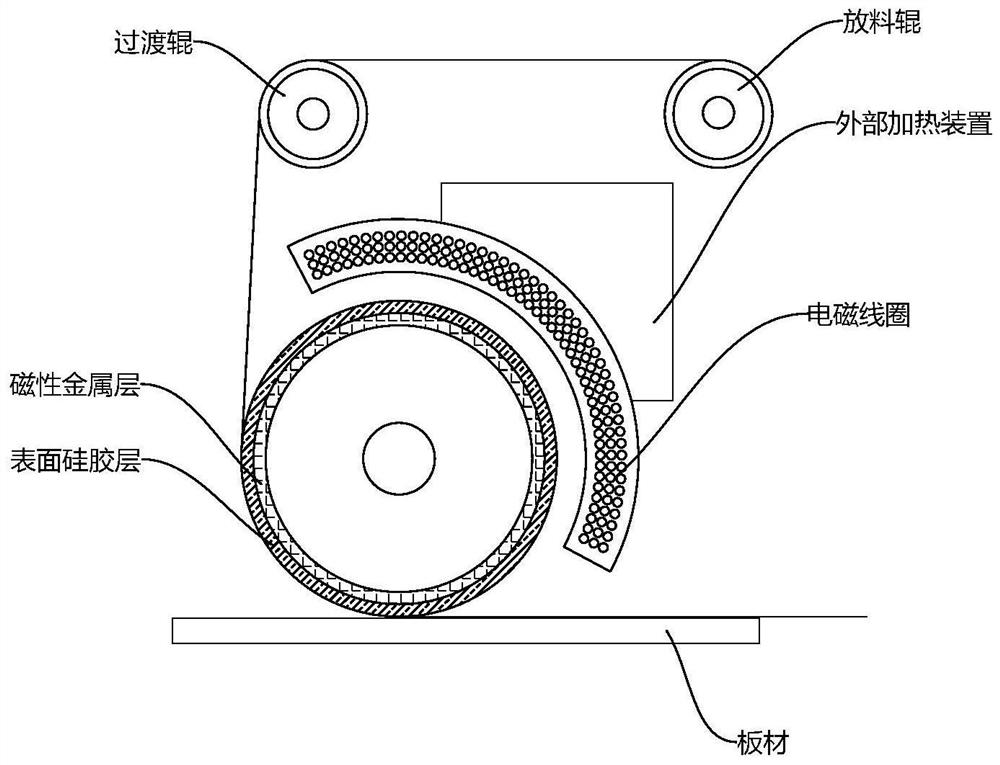
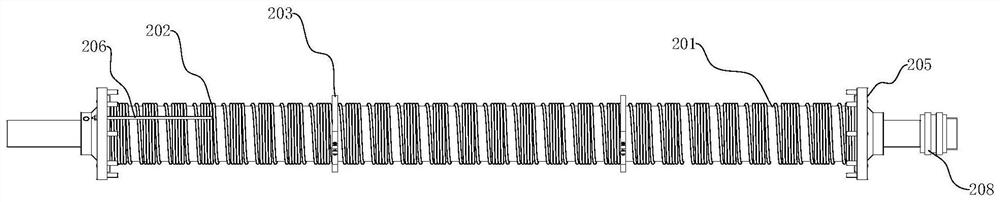
[0060] Please refer to Figure 2-4 As shown, this embodiment provides an electromagnetically heated silicone roller, which includes: a coil bracket 201, which is made of non-magnetic material, such as a ceramic bracket or a refractory cement bracket, and in order to reduce weight and facilitate installation, the coil bracket The frame 201 can be a hollow cylinder, and at the same time, 2-3 non-magnetic threaded steel rods with a diameter of 6-8mm can be arranged in the coil bracket 201 to enhance the strength of the coil bracket and make the coil bracket more durable; Electromagnetic wire 202, which can withstand high temperature, is wound on the coil bracket 201, and the electromagnetic wire 202 is connected with a high-frequency power supply to supply heat for the electromagnetic wire 202, so as to realize the effect of electromagnetic induction heating; the silicone roller is set on the coil bracket Outside the frame 201, the silicone roller includes a metal roller 207 insi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com