

A continuous annealing method for 780mpa micro-alloyed dual-phase steel
A technology of micro-alloying and dual-phase steel, which is applied in furnaces, heat treatment equipment, manufacturing tools, etc., can solve the problems of micro-alloying dual-phase steel failure, lower production efficiency, and higher process control requirements, so as to reduce strength fluctuations, Satisfies forming requirements and has excellent elongation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] 1) Carry out uncoiling and cleaning, the thickness of strip steel raw material is 1.2mm, and the length is 1739m;
[0039] 2) Carry out preheating, the temperature is controlled at 170 ℃;
[0040] 3) Heating, the heating rate is 2.72-2.83°C / s, the initial temperature is set to 820°C, the strip length 1 / 7 is set to 810°C, and the strip length 5 / 7 is set to 820°C;
[0041] 4) Perform soaking, the holding time is 89.2S, the initial temperature is set to 820°C, the strip length 1 / 7 is set to 810°C, and the strip length 5 / 7 is set to 820°C;
[0042] 5) Perform slow cooling, the slow cooling rate is 12.0-16.5°C / s, the initial temperature is set to 680°C, the strip length 1 / 7 is set to 690°C, and the strip length 5 / 7 is set to 680°C ;
[0043] 6) Carry out rapid cooling I, the temperature is controlled at 485°C, and the rapid cooling rate is 115-128°C / s;
[0044] 7) Carry out rapid cooling II, the temperature is controlled at 300°C, and the rapid cooling rate is 36-39°C / s; ...
Embodiment 2
[0051] 1) Carry out decoiling and cleaning, the thickness of the rolled hard coil is 1.6mm, and the length is 1364m.
[0052] 2) Carry out preheating, the temperature is controlled at 170 ℃;
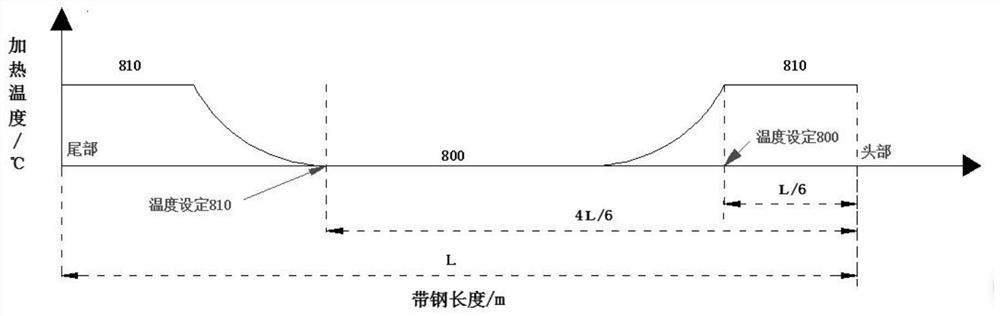
[0053] 3) Heating, the heating rate is 2.31-2.42°C / s, the initial temperature is set to 810°C, the strip length 1 / 6 is set to 800°C, and the strip length 4 / 6 is set to 810°C;
[0054] 4) Perform soaking, the holding time is 111.5S, the initial temperature is set to 810°C, the strip length 1 / 6 is set to 800°C, and the strip length 4 / 6 is set to 810°C;
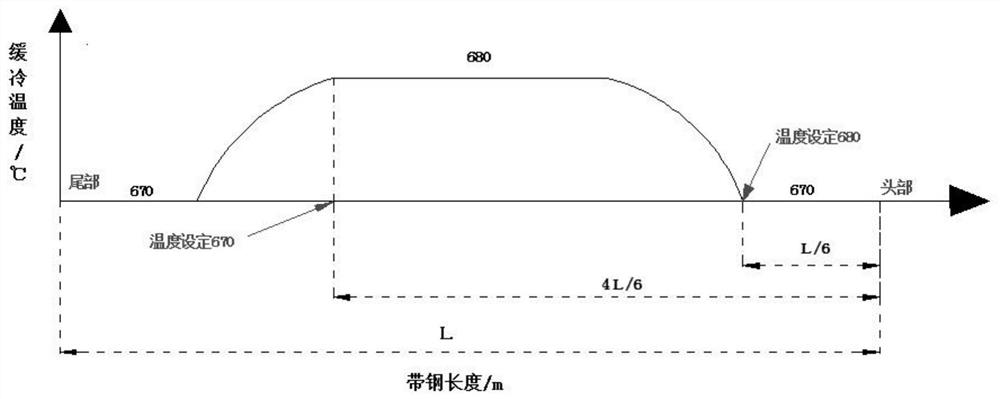
[0055] 5) Perform slow cooling, the slow cooling rate is 9.0-13.5°C / s, the initial temperature is set to 670°C, the strip length 1 / 6 is set to 680°C, and the strip length 4 / 6 is set to 670°C ;
[0056] 6) Carry out rapid cooling Ⅰ, the temperature is controlled at 455°C, and the rapid cooling rate is 107-115°C / s;
[0057] 7) Carry out rapid cooling II, the temperature is controlled at 290°C, and the rapid cooling rate is 25-28°C / s;
[...
Embodiment 3
[0064] 1) Carry out uncoiling and cleaning, the thickness of the rolled hard coil is 2.0mm, and the length is 980m;
[0065] 2) Carry out preheating, the temperature is controlled at 170 ℃;
[0066] 3) Heating, the heating rate is 1.93-2.01°C / s, the initial temperature is set to 800°C, the strip length 1 / 6 is set to 790°C, and the strip length 4 / 6 is set to 800°C;
[0067] 4) Perform soaking, the holding time is 121.6S, the initial temperature is set to 800°C, the strip length 1 / 6 is set to 790°C, and the strip length 4 / 6 is set to 800°C;
[0068] 5) Perform slow cooling, the slow cooling rate is 9.0-11.5°C / s, the initial temperature is set to 660°C, the strip length 1 / 6 is set to 670°C, and the strip length 4 / 6 is set to 660°C ;
[0069] 6) Carry out rapid cooling I, the temperature is controlled at 470°C, and the rapid cooling rate is 82.5-92.0°C / s;
[0070] 7) Carry out rapid cooling II, the temperature is controlled at 290°C, and the rapid cooling rate is 24.0-28.0°C / s;...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More