Internal profile production line
A production line and profile technology, which is applied in the direction of household components, household appliances, and other household appliances, can solve the problems of reduced yield, too long or too short, and high requirements for the length of the heating channel, so as to improve the bonding strength and improve the bonding strength. The effect of bonding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
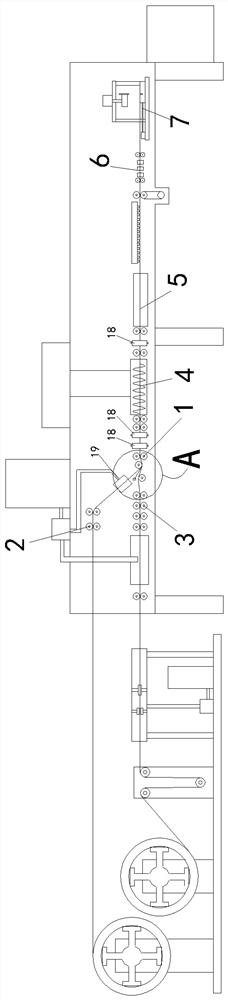
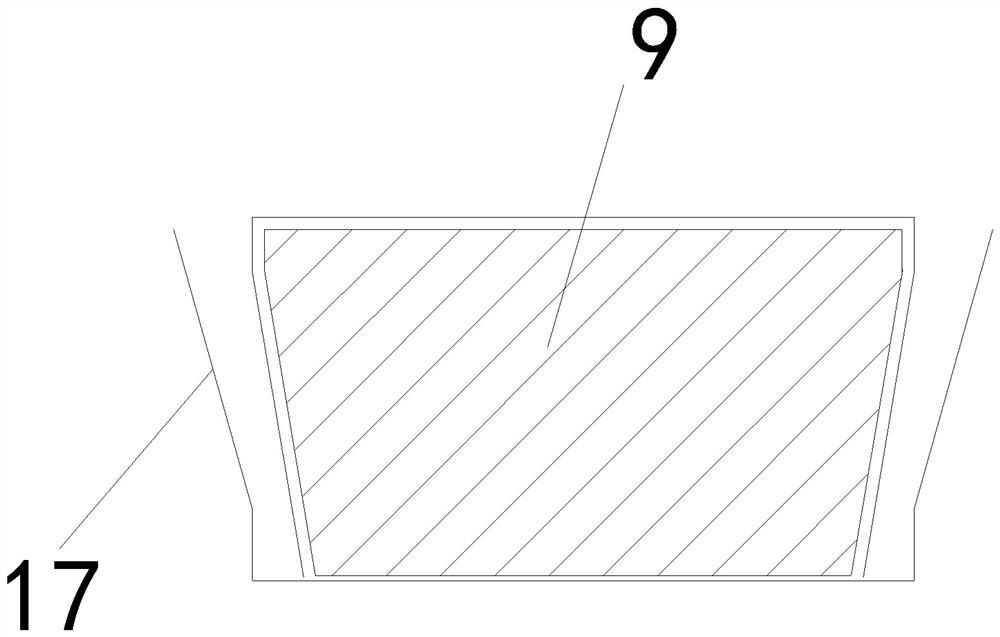
[0019] see Figure 1 to Figure 6 As shown, the spacer profile production line includes an extrusion roller 1 and its upstream heat insulation strip transfer roller 2 and metal sheet roller 3. The downstream of the extrusion roller 1 is sequentially provided with a heating channel 4, a cooling channel 5, a straightening device 6 and Slitting device 7, the upstream of extrusion roller 1 is also provided with the fixed frame 8 that is positioned at heat-insulation strip conveying roller 2 and sheet metal roll 3, is hinged on the fixed frame 8 with the extruding position that passes through extrusion roller 1 and passes through sequentially. Overheating channel 4, cooling channel 5 and straightening device 6 and lapped on the linear mandrel 9 on the workbench of cutting device 7, the end of mandrel 9 is positioned at the upstream of the slitting position on the workbench.
[0020] The mandrel 9 comprises an upstream section 10 positioned at the upstream of the cooling passage 5, a...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More