

Ultrasonic friction stir welding composite welding system
A hybrid welding and ultrasonic stirring technology, which is used in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of small ultrasonic amplitude, inability to obtain high-quality welds, and low ultrasonic energy density.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
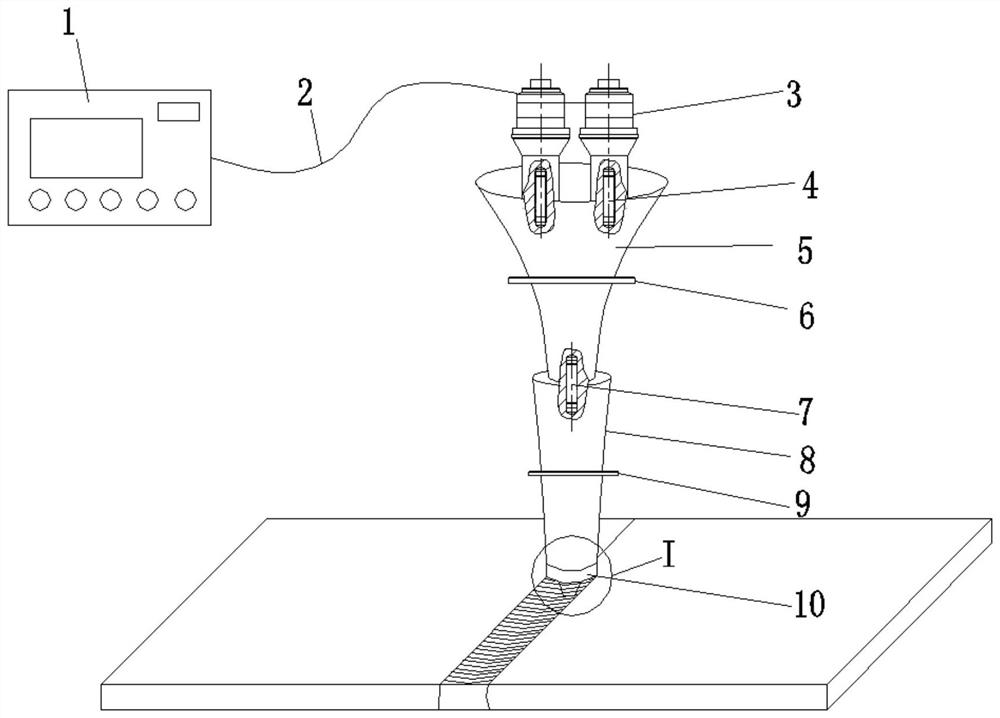
[0049] Such as Figure 1~2 As shown, an ultrasonic friction stir welding hybrid welding system includes:
[0050] A pre-stage ultrasonic horn 5, the front end of the pre-stage ultrasonic horn 5 fixes two ultrasonic transducers 3 through stud bolts I4; the ultrasonic transducer 3 is connected to the power supply 1 through a wire 2;
[0051] A rear-stage ultrasonic horn 8, the front end of which is tightly fixedly connected to the rear ends of all the preceding ultrasonic horns 5 through stud bolts II7;
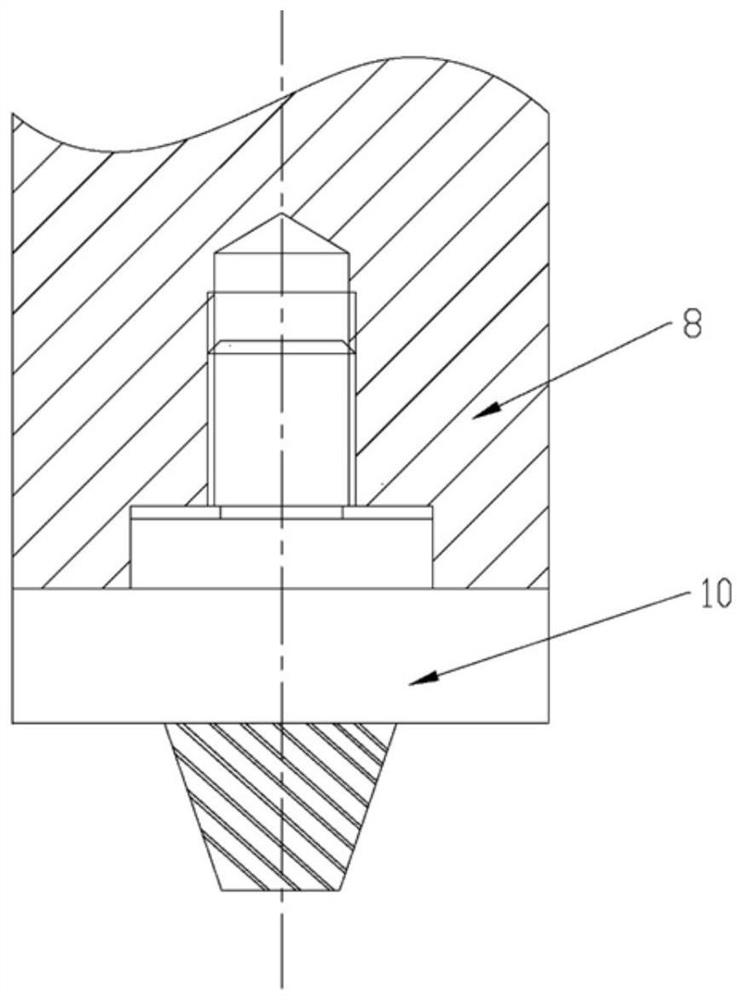
[0052] The stirring head 10 is fixedly connected to the rear end of the rear-stage ultrasonic horn 8; the circular end face of the stirring head 10 is closely connected with the end face of the rear-stage ultrasonic horn 8, and the front end of the stirring head 10 The cylindrical section enters the shaft hole at the rear end of the rear-stage ultrasonic horn 8 to achieve radial positioning and is fixedly connected by bolts.
Embodiment 2
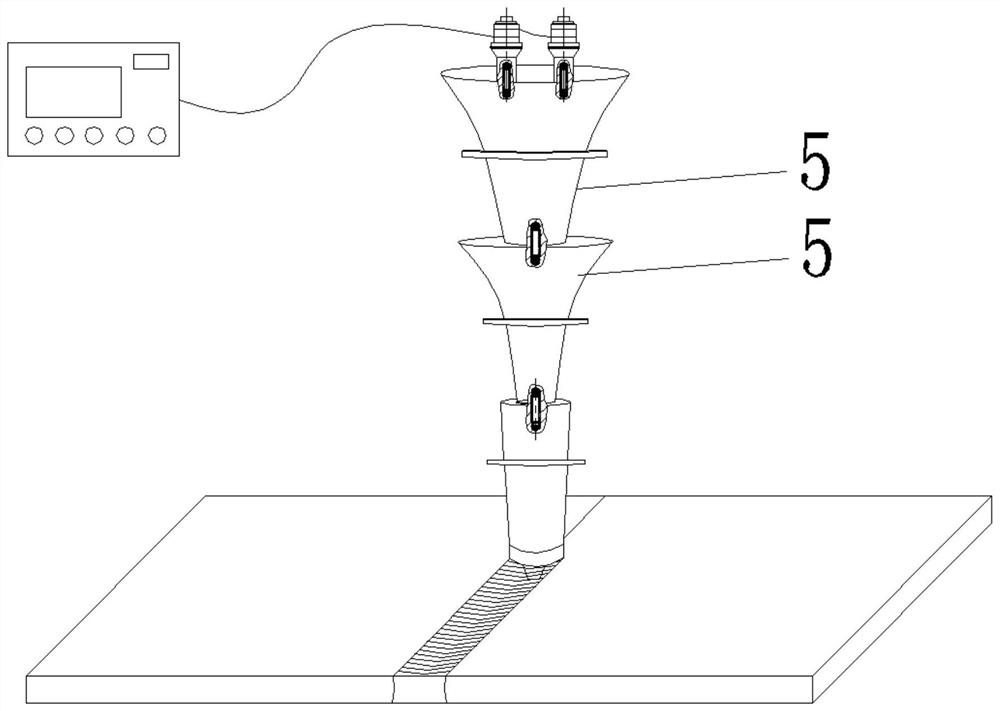
[0070] Such as image 3 As shown, an ultrasonic friction stir welding composite welding system, the difference between this embodiment and Embodiment 1 is that there are two front-stage ultrasonic horns 5 connected in series in this embodiment, and the front-end ultrasonic horn 5 is located at the front end The front end of the front-stage ultrasonic horn 5 is fixedly connected to the ultrasonic transducer 3, and the rear end of the front-stage ultrasonic horn 5 positioned at the rear end is fixedly connected to the front end of the rear-stage ultrasonic horn 8 .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More