

A method of vacuum brazing large-scale outer ring welding components
A welding assembly, large-scale technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problem of not meeting the needs of scientific research and trial production of large-sized outer ring welded assemblies, meet the vacuum brazing gap requirements, and optimize the process. parameters, the effect of avoiding base metal corrosion
Active Publication Date: 2022-05-31
AECC AVIATION POWER CO LTD
View PDF6 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0004] The purpose of the present invention is to provide a method for vacuum brazing large-size outer ring welding components, which solves the problem that the existing vacuum brazing process cannot meet the research and trial production requirements of such large-size outer ring welding components
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0064] Step 8, cleaning parts: with compressed air, the white blocking agent on the surface of the parts is blown off clean. If the surface of the part is
Embodiment 2
[0081] Step 8, cleaning the parts: blowing off the white blocking agent on the surface of the parts with compressed air. If the surface of the part is
Embodiment 3
[0091] Step 4, assembly and energy storage spot welding: on the outer ring base 1, precoat a circle of prepared paste solder. Press the solder
[0098] Step 8, cleaning the parts: blowing off the white blocking agent on the surface of the parts with compressed air. If the surface of the part is
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Login to View More
Abstract
The invention relates to the field of welding technology, and discloses a method for vacuum brazing a large-sized outer ring welding assembly, including assembly and energy storage spot welding: after the honeycomb is installed on the outer ring base, pre-positioning is performed first, and then positioning is strengthened; When pre-positioning, energy storage spot welding is carried out by means of symmetrical positioning and staged positioning; when strengthening positioning, layered positioning and staggered positioning are used for energy storage spot welding. Through pre-positioning and enhanced positioning, the honeycomb assembly positioning is guaranteed to be firm and reliable, meeting the subsequent vacuum brazing gap requirements, and the honeycomb is not damaged; at the same time, the vacuum brazing process parameters are optimized, and the holding time at the stable temperature of 950°C is extended to 40-50 minutes , reduce the influence of the large size effect of the outer ring matrix, reduce the temperature gradient, and make the temperature of each part uniform; raise the vacuum brazing temperature to 1045 ° C, and extend the brazing holding time to 10-20 minutes to ensure honeycomb brazing While improving the welding quality, avoid base metal corrosion and honeycomb hole plugging.
Description
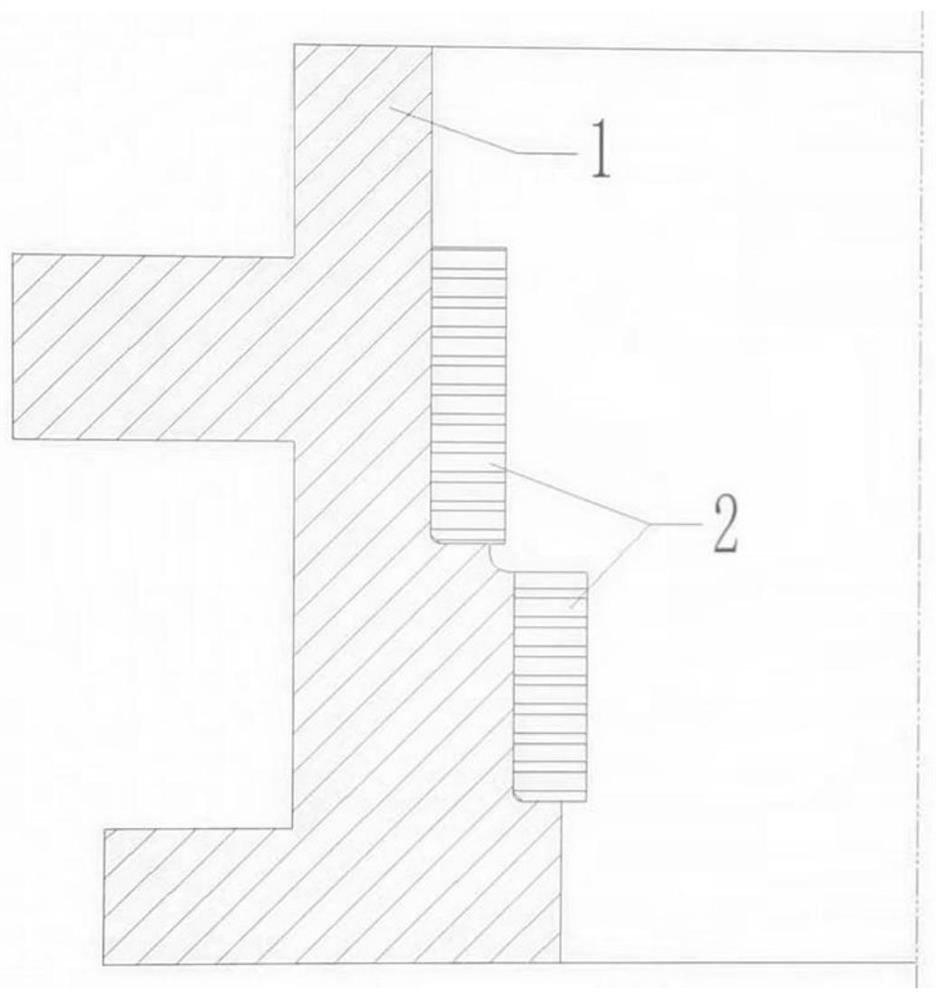
A method for vacuum brazing large-size outer ring welded components technical field [0001] The present invention relates to the technical field of welding, in particular to a method for vacuum brazing large-size outer ring welded assemblies. Background technique Aero-engines and gas turbines are the most important weapons of the country, and they have great achievements in the fields of national defense industries such as aviation, ships, and energy. heavy status. As a honeycomb sealed part, the outer ring welded assembly is widely used in aero-engines and gas turbines. Usually, the outer ring welding assembly is composed of the outer ring matrix and the honeycomb, which are connected by vacuum brazing process, and the maximum outer diameter is about 500mm. A new type of gas turbine outer ring welding assembly (as shown in Figure 1) is composed of 1Cr11Ni2W2MoV outer ring matrix and GH536 bee The maximum outer diameter exceeds 1000mm, the circumference of the honey...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityPatents(China)
IPC IPC(8): B23K1/20B23K1/008
CPCB23K1/20B23K1/008
Inventor王祥贺振宇张军张恒成斌王晨杨红茹童毓杰
OwnerAECC AVIATION POWER CO LTD