Optimization method of shot blasting-acid pickling combined type descaling process
A process optimization and composite technology, applied in the field of iron and steel production, can solve the problems of ineffective acid reduction, immature process, high cost, etc., and achieve the effects of improving energy efficiency, broad market application prospects, and reducing consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0064] In order to make the technical problems, technical solutions and advantages to solve the present invention more clearly, and will be described in detail below with reference to the accompanying drawings and specific examples.
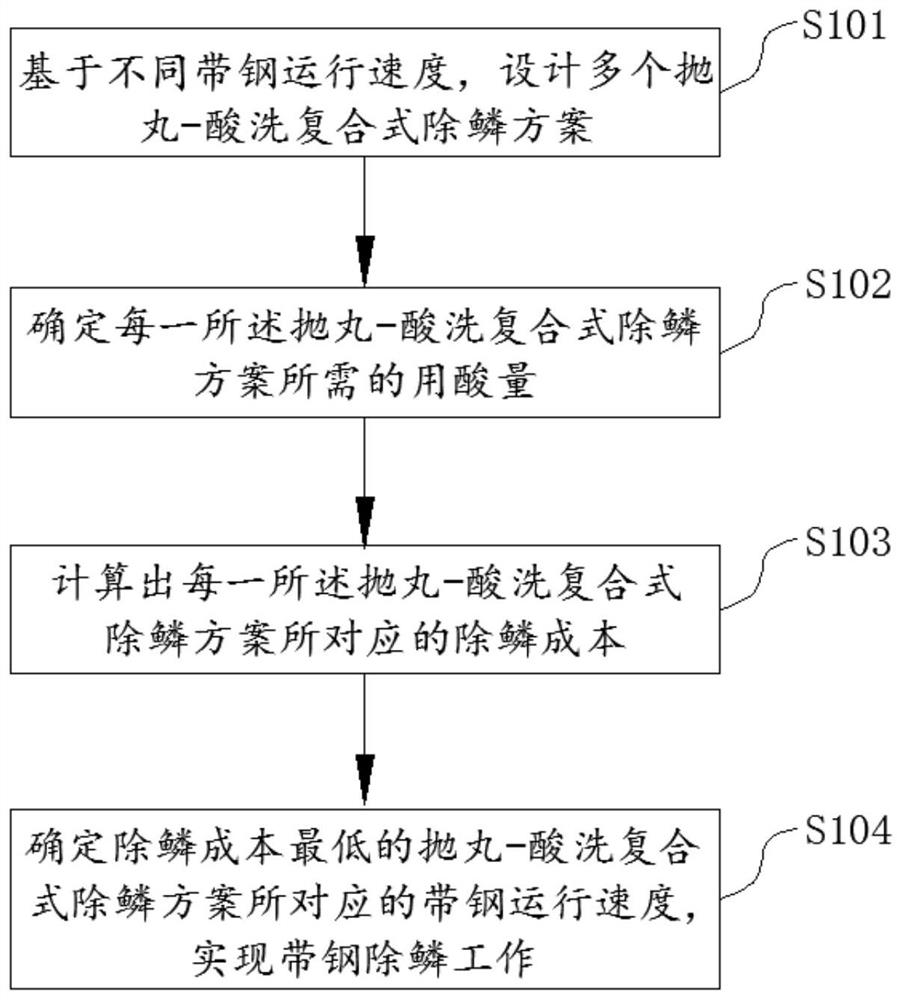
[0065] Such as figure 1 As shown, embodiments of the present invention provide a method of throwing-pickled composite scales process optimization process, including:
[0066] S101, designed multiple shot pills-acid washing complex scales regimen; where each of the stripping-pickled composite scales regimen is different from each other;
[0067] It should be noted that in the present embodiment, the above S101 specifically:
[0068] 1. Determination of strip steel benchmark operation speed ν c ;
[0069] 2. According to the formula
[0070] ν i = I × k -1 × ν c
[0071] Each shot-pickled composite scorpion scheme is calculated to obtain each shot-pickled composite scorching scheme.
[0072] among them,
[0073] K indicates the number of throwing-pick...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



