Tension and elongation optimization method for single-stand temper mill unit
An optimization method and elongation rate technology, applied in the direction of tension/pressure control, contour control, etc., can solve the problems affecting the regulation of the shape of the plate, lack of innovative methods and practical experience, and failure to achieve the best shape of the plate, so as to improve the shape of the plate Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
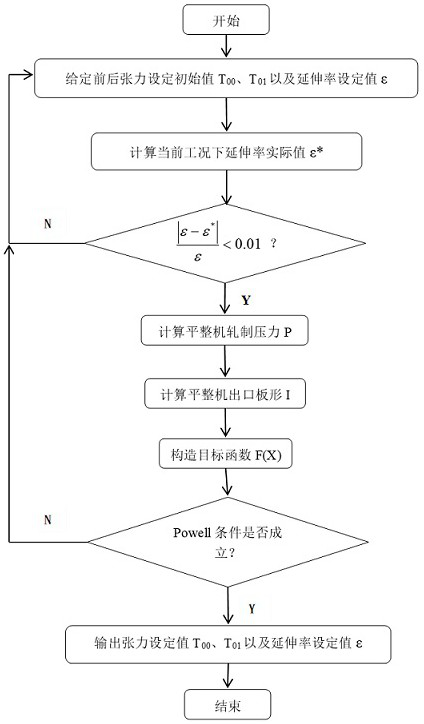
Method used
Image

Examples
Embodiment 1
[0043] (a) Collect the equipment characteristic parameters of the single-frame skin pass unit, mainly including: the diameter D of the working roll of the frame, the original roll shape distribution value ΔD of the working roll and the backup roll wi =0,ΔD bi =0, work roll and backup roll body length L 1 =1850mm,L 2 =1850mm, working roll bending cylinder distance l 1 =2500mm, center moment of pressing screw l 2 = 2500mm, the maximum positive roll bending force allowed by work roll bending The maximum negative bending force and Machine roughness Ra of the work roll on the frame 1 =2.5μm, rolling mileage of working rolls of rack L=0km, allowable maximum value of rolling force of rack P max =8000kN, the thickness of the entrance of the rack strip in the roll copy part of the exit surface roughness affects the linear coefficient and the nonlinear coefficient respectively as α h =6.556,α h ′=1.444, Influence coefficient β of the inlet thickness of the rack strip in the ge...
Embodiment 2
[0058] (a) Collect the equipment characteristic parameters of the single-frame skin pass unit, mainly including: the diameter D of the working roll of the frame, the original roll shape distribution value ΔD of the working roll and the backup roll wi =0,ΔD bi =0, work roll and backup roll body length L 1 =1850mm,L 2 =1850mm, working roll bending cylinder distance l 1 =2500mm, center moment of pressing screw l 2 = 2500mm, the maximum positive roll bending force allowed by work roll bending The maximum negative bending force and Machine roughness Ra of the work roll on the frame 1 =2.5μm, rolling mileage of working rolls of rack L=0km, allowable maximum value of rolling force of rack P max =8000kN, the thickness of the entrance of the rack strip in the roll copy part of the exit surface roughness affects the linear coefficient and the nonlinear coefficient respectively as α h =6.556,α h ′=1.444, Influence coefficient β of the inlet thickness of the rack strip in the ge...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More