

A kind of preparation method of thin-walled part
A technology for thin-walled parts and blanks, which is applied in the field of thin-walled parts preparation, can solve the problems of self-heavy, deformation, and low product yield of thin-walled pads, and can eliminate defects, improve wear resistance, and achieve stable and reliable quality. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
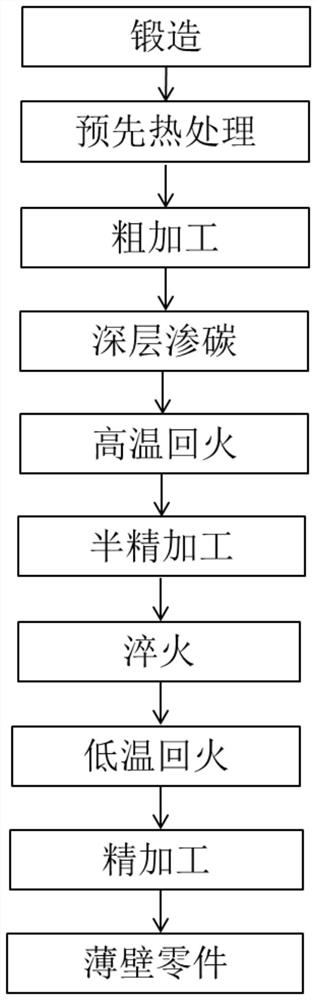
[0043] This embodiment includes the following steps:
[0044] Step 1: Forging: Die forging and punching are performed in sequence after heating the steel raw material to obtain a cylindrical forging billet; the material of the steel raw material is 18Cr2Ni4WA; the initial forging temperature in the die forging process is 1180 ° C, and the final forging temperature is 850℃;
[0045] Step 2, pre-heat treatment: normalizing and high temperature tempering are carried out successively to the cylindrical forging blank obtained in step 1 to obtain a blank; the temperature of the normalizing is 920 ℃, and the temperature of the high temperature tempering is 670 ℃;
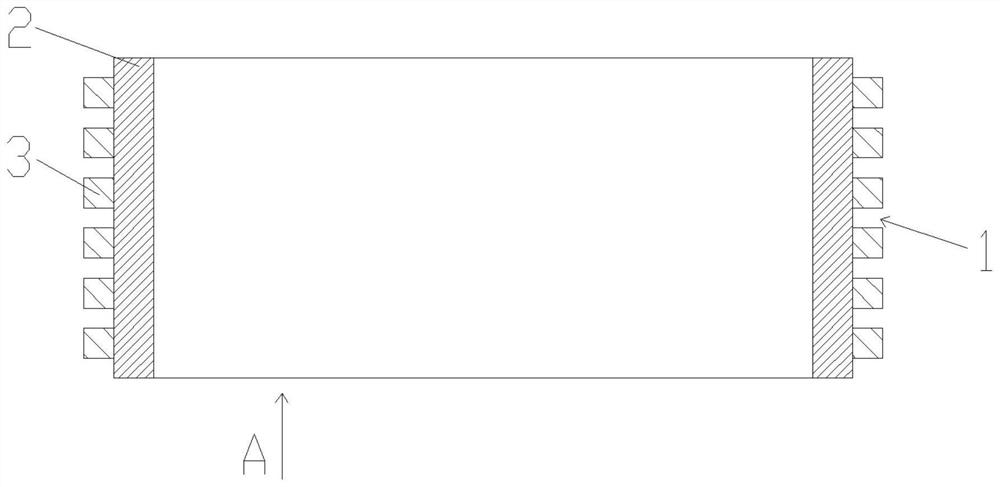
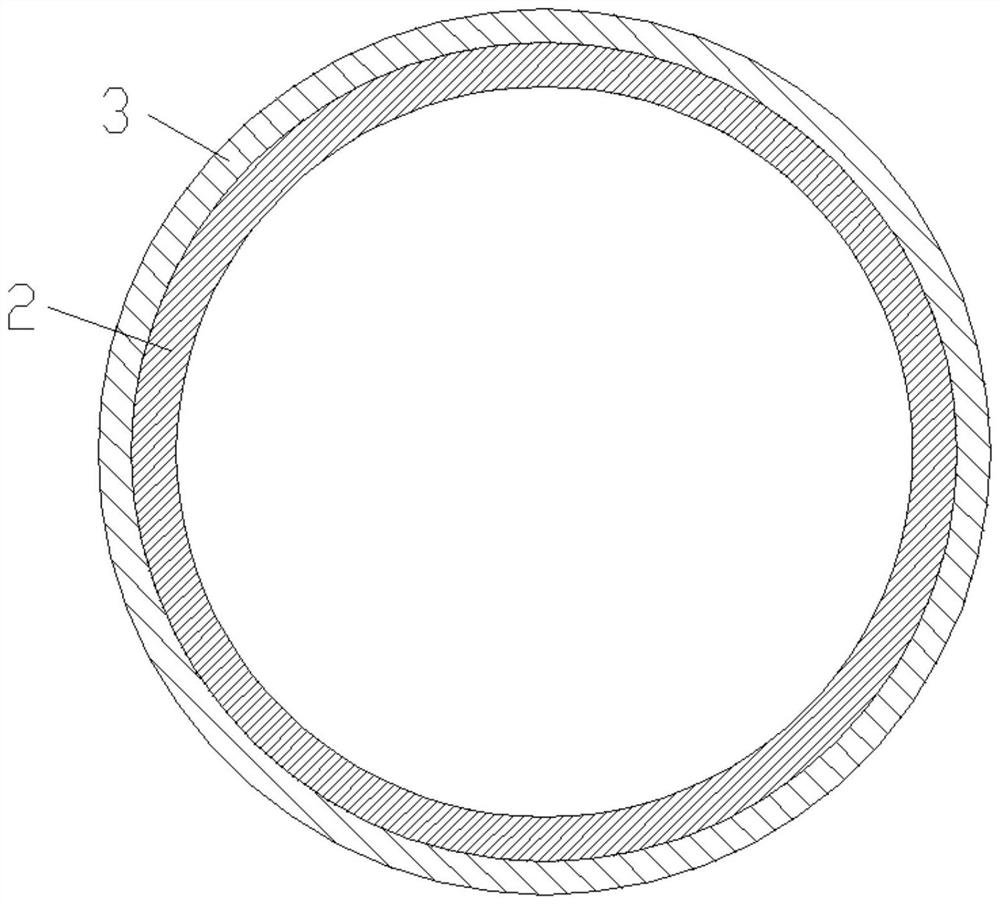
[0046] Step 3: Rough machining: rough machining the blank obtained in step 2 to obtain a blank; the rough machining process is: opening a plurality of annular grooves on the outer surface of the blank in a direction perpendicular to the height of the blank; the The blank consists of a support structure and a plurality of ...
Embodiment 2
[0055] This embodiment includes the following steps:
[0056] Step 1: Forging: Die forging and punching are performed in sequence after heating the steel raw material to obtain a cylindrical forging billet; the material of the steel raw material is 20CrNi2Mo; the initial forging temperature in the die forging process is 1140 ° C, and the final forging temperature is 880℃;
[0057] Step 2, pre-heat treatment: normalizing and high temperature tempering are carried out successively to the cylindrical forging blank obtained in step 1 to obtain a blank; the temperature of the normalizing is 950 ℃, and the temperature of the high temperature tempering is 640 ℃;
[0058] Step 3: Rough machining: rough machining the blank obtained in step 2 to obtain a blank; the rough machining process is: opening a plurality of annular grooves on the outer surface of the blank in a direction perpendicular to the height of the blank; the The blank is composed of a support structure and a plurality o...
Embodiment 3
[0067] This embodiment includes the following steps:
[0068] Step 1. Forging: Die forging and punching are performed in sequence after heating the steel raw material to obtain a cylindrical forging blank; the material of the steel raw material is 12Cr2Ni4A; the initial forging temperature in the die forging process is 1160 ° C, and the final forging temperature is 12Cr2Ni4A. 860℃;
[0069] Step 2, pre-heat treatment: normalizing and high temperature tempering are carried out successively to the cylindrical forging blank obtained in step 1 to obtain a blank; the temperature of the normalizing is 920 ℃, and the temperature of the high temperature tempering is 670 ℃;
[0070] Step 3: Rough machining: rough machining the blank obtained in step 2 to obtain a blank; the rough machining process is: opening a plurality of annular grooves on the outer surface of the blank in a direction perpendicular to the height of the blank; the The blank is composed of a support structure and a p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More