

A kind of quenching cooling automatic control method
A technology of quenching machine and control system, which is applied in the direction of quenching device, heat treatment process control, manufacturing tools, etc. It can solve the problems of complex operation, large power consumption, and water consumption of wide and thick plates, so as to reduce production costs, water consumption, and The effect of production power consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
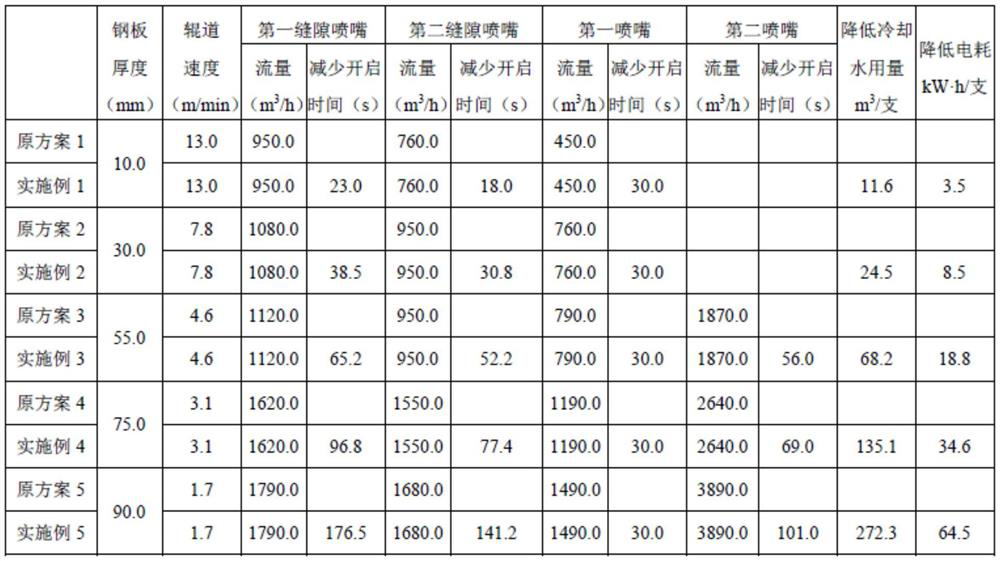
[0121] (1) The steel type of the steel plate is high-strength steel with a yield strength of 690MPa; the thickness is 10mm, and the width is 3100mm.
[0122] (2) The steel plate is subjected to shot blasting treatment before quenching, the speed of the shot blasting roller table is 4.0m / min, and the diameter of the shot material used for shot blasting is 1.0-1.4mm.
[0123] (3) Heating process control of the heat treatment furnace: the quenching temperature is 910°C, and the total time in the furnace is 21 minutes.
[0124] (4) Quenching and cooling process control: the water pressure in the high-pressure section is set to 0.8MPa, the roll gap is set to 10.3mm, and the speed of the quenching machine roller table is 13m / min.
Embodiment 2
[0126] (1) The steel type of the steel plate is high-strength steel with a yield strength of 1050MPa; the thickness is 30mm, and the width is 2750mm.
[0127] (2) The steel plate is subjected to shot blasting treatment before quenching, the speed of the shot blasting roller table is 4.0m / min, and the diameter of the shot material used for shot blasting is 1.0-1.4mm.
[0128] (3) Heating process control of the heat treatment furnace: the quenching temperature is 910°C, and the total time in the furnace is 62 minutes.
[0129] (4) Quenching and cooling process control: the water pressure in the high-pressure section is set to 0.8MPa, the roll gap is set to 30.3mm, and the speed of the quenching machine roller table is 7.8m / min.
Embodiment 3
[0131](1) The steel type of the steel plate is high-strength steel with a yield strength of 690MPa; the thickness is 55mm, and the width is 2200mm.
[0132] (2) The steel plate is subjected to shot blasting treatment before quenching, the speed of the shot blasting roller table is 4.0m / min, and the diameter of the shot material used for shot blasting is 1.0-1.4mm.
[0133] (3) Heating process control of the heat treatment furnace: the quenching temperature is 910°C, and the total time in the furnace is 62 minutes.
[0134] (4) Quenching and cooling process control: the water pressure in the high-pressure section is set to 0.8MPa, the roll gap is set to 55.4mm, and the speed of the quenching machine roller table is 4.6m / min.
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More