

Melt-blown nonwoven fabric for liquid filter, layered body of said melt-blown nonwoven fabric, and liquid filter equipped with layered body
A technology for melt-blown non-woven fabrics and liquid filters, which is applied in membrane filters, filtration separation, non-woven fabrics, etc. Good properties, high uniformity, fluffy surface area
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
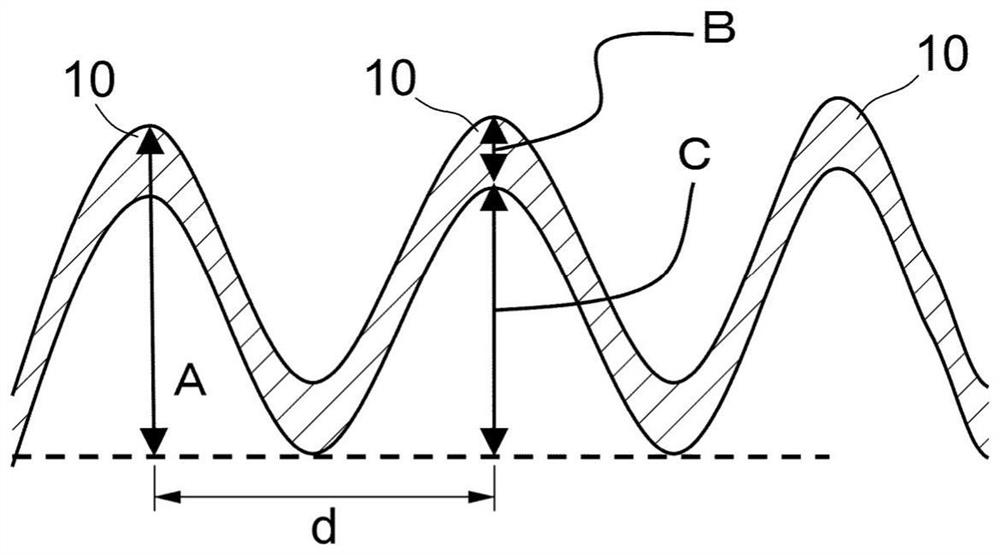
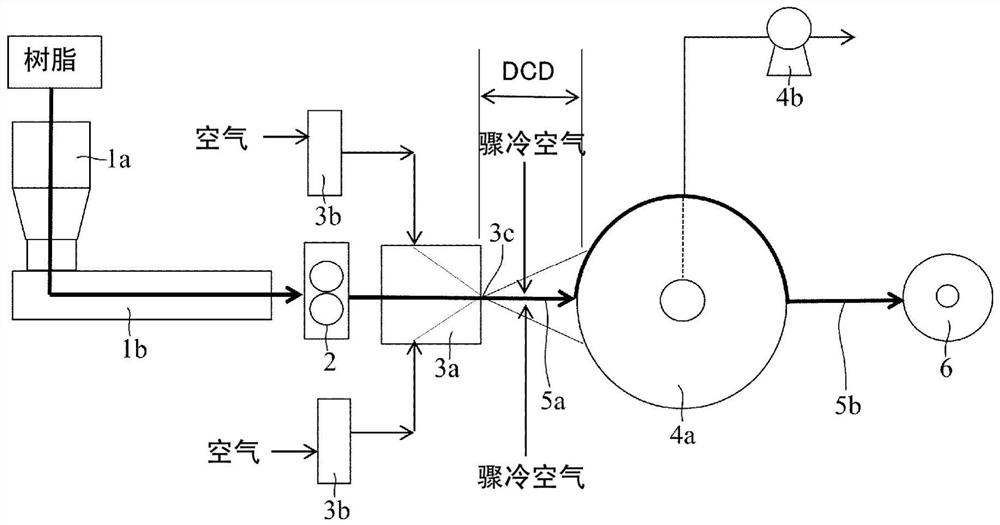
[0097] In the raw material hopper of the melt-blown manufacturing device, the homopolypropylene resin (weight-average molecular weight 1.7×10) that MFR is dropped into is 40 5 . The same applies to the following Examples and Comparative Examples), and the melt-kneading temperature was set to 330°C. With the distance between the die head and the collector 150mm, the resin and 290°C heated compressed air 25Nm 3 / min together from the nozzle to the atmosphere, contact with 20 ° C quench air for cooling 17m 3 / min later, at a suction volume of 60m 3 Fibrous resin is continuously collected on the collector at a rate of 1 / min, and the rotation speed of the collector is properly adjusted to obtain an average fiber diameter of 21.0 μm and an average weight per unit area of 45 g / m 2 , The maximum height A of the protrusion is 2.02 mm, the thickness B of the non-woven fabric is 0.09 mm, the thickness ratio A / B is 22.4, and the melt-blown non-woven fabric has a formation index of 32...
Embodiment 2
[0099] A homopolymer polypropylene resin with an MFR of 40 was charged into a raw material hopper of a melt-blown manufacturing device, and the melt-kneading temperature was set at 390°C. With the distance between the die head and the collector 200mm, the resin and 290°C heated compressed air 25Nm 3 / min together from the nozzle to the atmosphere, contact with the quenching air of 20 ℃ for cooling 17m 3 / min later, at a suction volume of 60m 3 The fibrous resin is continuously collected on the collector at a rate of 1 / min, and the rotation speed of the collector is properly adjusted to obtain an average fiber diameter of 33.6 μm and an average weight per unit area of 45 g / m 2 , The maximum height A of the protruding part is 2.10mm, the thickness B of the nonwoven fabric is 0.09mm, the thickness ratio A / B is 23.3, and the melt blown nonwoven fabric is 370. Regarding compression resistance, the thickness ratio A' / A was 0.85, and the air permeability ratio T' / T was 0.99.
Embodiment 3
[0101] A homopolypropylene resin with an MFR of 40 was charged into a raw material hopper of a melt-blown manufacturing device, and the melt-kneading temperature was set to 330°C. With the distance between the die head and the collector 200mm, the resin and 290°C heated compressed air 25Nm 3 / min together from the nozzle to the atmosphere, contact with the quenching air of 20 ℃ for cooling 17m 3 / min later, at a suction volume of 60m 3 Fibrous resin is continuously collected on the collector at a rate of 1 / min, and the speed of the collector is properly adjusted to obtain an average fiber diameter of 22.6 μm and an average weight per unit area of 45 g / m 2 , The maximum height A of the protruding part is 2.09mm, the thickness B of the nonwoven fabric is 0.12mm, the thickness ratio A / B is 17.4, and the melt blown nonwoven fabric is 350. Regarding the compression resistance, the thickness ratio A' / A was 0.86, and the air permeability ratio T' / T was 0.99.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More