

Nanofluid minimal quantity lubrication and atomization cooling ultra-precision cutting medium supply system
A nano-fluid, atomization cooling technology, applied in the direction of grinding/polishing equipment, grinding/polishing safety devices, metal processing equipment, etc., can solve the problem that the optimal amount of lubricant is difficult to determine, the temperature of the cutting zone cannot be effectively reduced, and the lubrication Lubricating problems such as oil film rupture, to avoid lubricant film rupture and lubrication failure, avoid excessive heat production, and improve the lubrication state
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
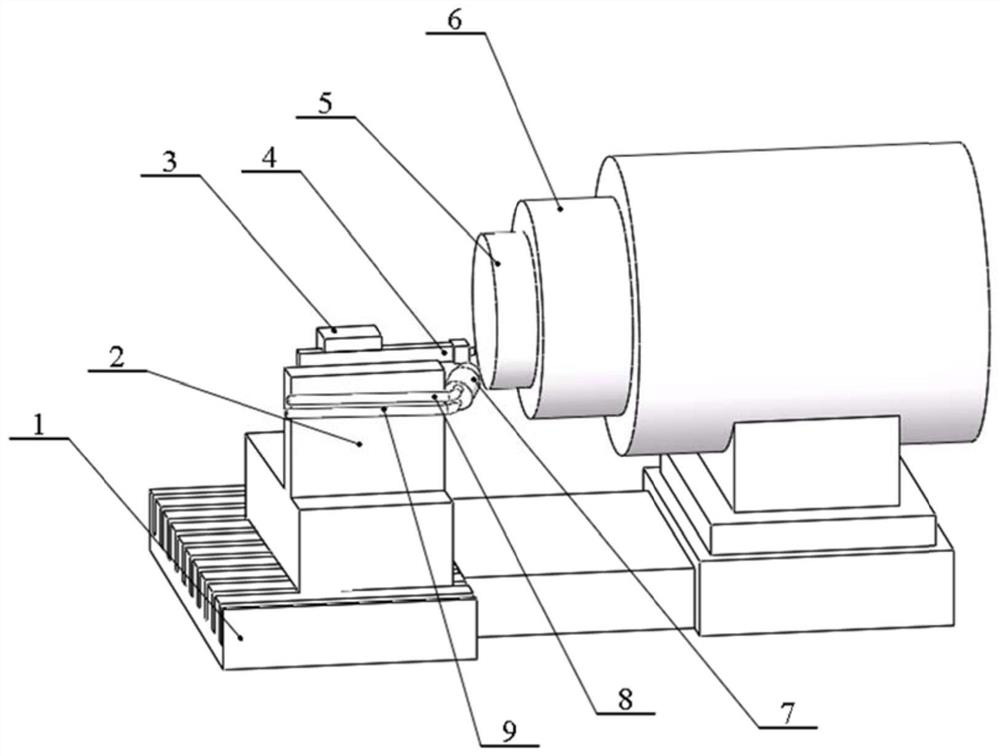
[0079] The application provides a nanofluid micro-lubrication and atomization cooling ultra-precision cutting medium supply system, including: workbench 1, compressed air path 9, nanofluid liquid path 8, tool 4, workpiece to be processed 5, jet atomization The nozzle 7; the tool 4 and the workpiece 5 to be processed are arranged on the workbench 1, and move toward or away from each other; the jet atomizing nozzle 7 is arranged on one side of the tool 4, and the second end of the jet atomizing nozzle 7 faces the tool 4 and The cutting area in contact with the workpiece 5 to be processed is set; the workbench 1 used in this application and this embodiment can be an existing commonly used workbench. The specific structure is not exhausted.
[0080] The compressed air circuit 9 and the nanofluid liquid circuit 8 are respectively connected to the first end of the jet atomizing nozzle 7 for feeding;
[0081] The second end of the jet atomizing nozzle 7 sprays the three-phase bubble...
Embodiment 2
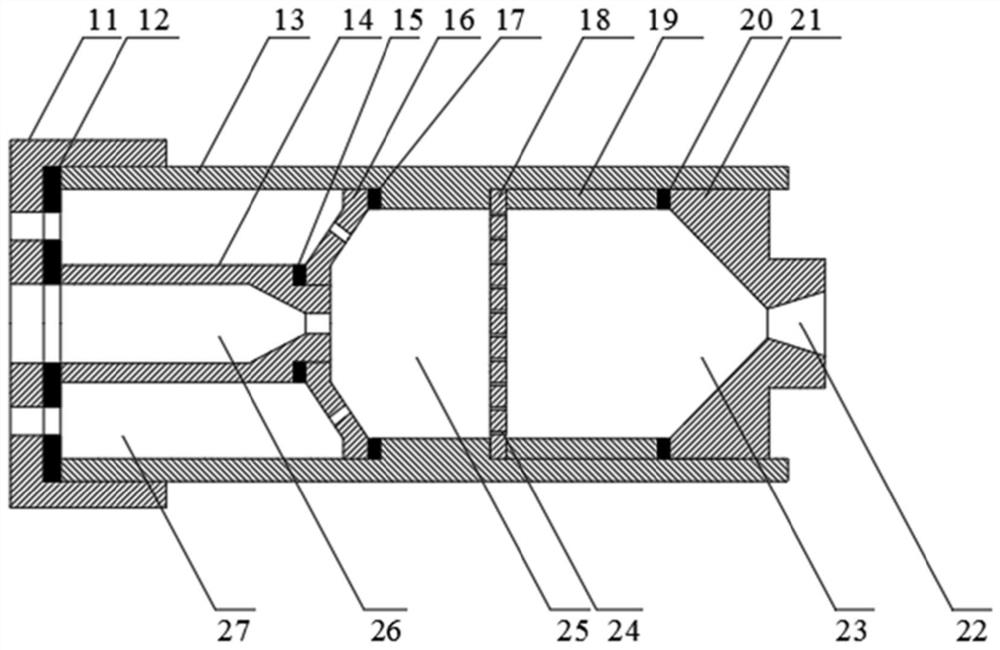
[0109] The difference between shower nozzle 21 used in the present embodiment and embodiment 1: as Figure 4 As shown in a, wherein the angle c shown in figure a is the angle between the inner wall of the nozzle outlet 22 and the extension line of the feed diameter, and the definition of the angle c in other embodiments is the same; the cross section of the acceleration section 23 used in this embodiment It is trapezoidal; the included angle c in the cross-section of the nozzle outlet 22 is 10-15°, and the value in this range is determined by the machining accuracy, and any included angle c within this range is acceptable.
[0110] Other differences between this embodiment and Embodiment 1: the angle between the extension line of the central axis of the jet atomizing nozzle 7 and the processing end surface of the workpiece 5 to be processed is β, and the angle of β is 35°; 4 The distance d between the cutting tip and the contact point of the workpiece 5 to be processed is 5 cm...
Embodiment 3
[0112]The difference between shower nozzle 21 used in the present embodiment and embodiment 1: as Figure 4 As shown in b, the acceleration section 23 has a trapezoidal cross-section and a connecting structure with a rectangular cross-section is arranged on the bottom of the trapezoid; the included angle c is 15-30°.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More