Precision and performance control method for superplastic forming sudden-change wall thickness thin-wall hemisphere
A technology of superplastic forming and control method, which is applied in the field of titanium alloy superplastic forming, can solve the problems of difficult to achieve precise control of wall thickness, increase of heat exposure time, and increase of forming time, so as to improve research and production efficiency and reduce anti-expansion height Small, reduced dosage effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
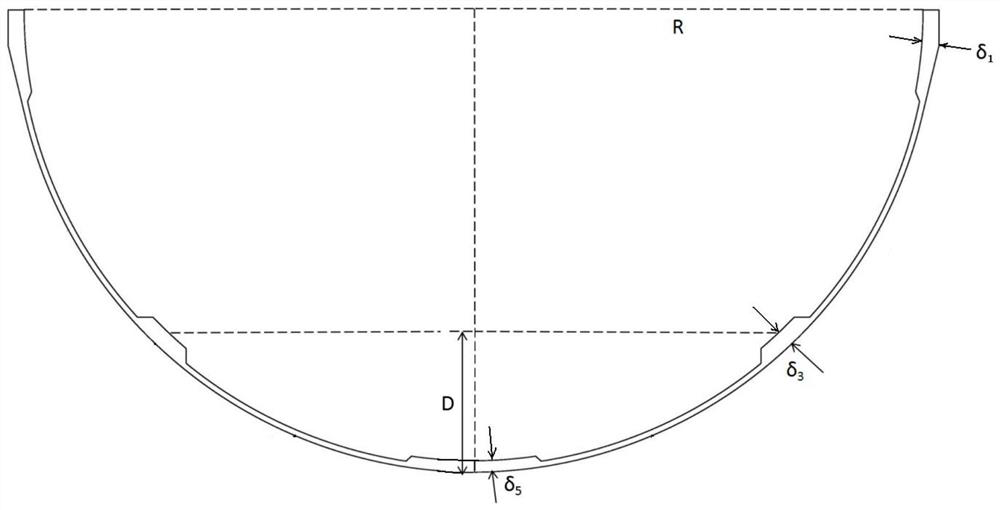
[0051] In this embodiment, a TC4 titanium alloy plate conforming to GJB2505A-2008 is used, and the target hemispherical product R=400mm, δ1=5.5mm, δ3=5.5mm, δ5=3.0mm, D=150mm.
[0052] (1) Design of the thickness distribution of the hemisphere after forming: design the thickness of the hemisphere after forming according to the diameter and wall thickness distribution of the target hemisphere product. The outer surface allowance of the main body is 0.8mm, the inner surface allowance is 1.5mm, and the minimum reference value of the thickness is 3.0mm. The outer surface allowance at δ5 of the spherical top thickening zone is 1.5mm, the inner surface allowance is 0.5mm, and the minimum reference value of thickness is 5.0mm. The outer surface allowance at δ3 of the ring reinforcement thickening zone is 0.6mm, the inner surface allowance is 0.5mm, and the minimum reference value of thickness is 6.1mm. The margin of the outer surface at δ1 at the opening is 1.5mm, the allowance of t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More