

High-temperature bearing steel carbide fine dispersion treatment process
A high-temperature bearing and treatment technology, which is applied in the field of heat treatment of metal materials, can solve the problems of insufficient homogeneity and refinement of carbides in high-temperature bearing steel
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
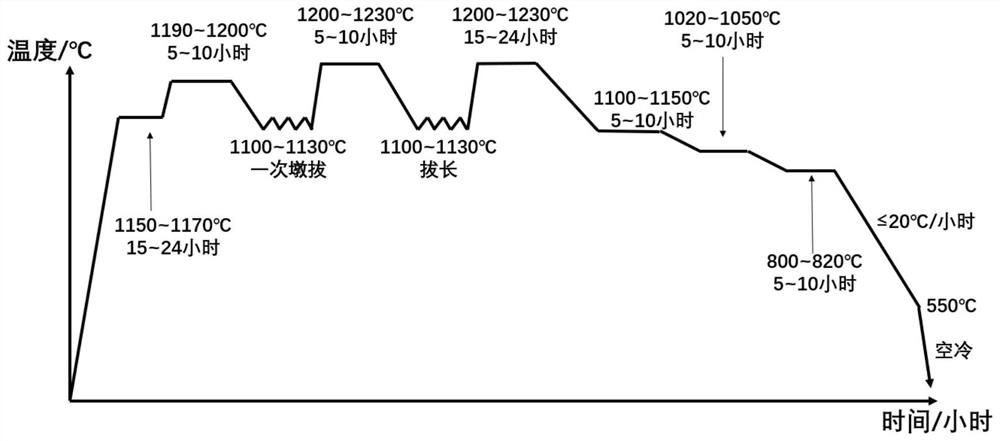
[0036] First, put the GCr4Mo4V vacuum consumable ingot of φ300mm×700mm size prepared by "vacuum induction + vacuum self-consumption" in the heating furnace, heat it to 1150°C, keep it for 15 hours, continue to heat it to 1190°C, keep it for 5 hours, and wait for it to come out of the furnace. After the temperature reaches 1100°C, the pier-drawing process is carried out. After pier-drawing, the size of the forged blank is 250mm×250mm×790mm; the pier-drawn forging billet is heated into a heating furnace at 1200°C, kept for 5 hours, and then released from the furnace. After the temperature reaches 1100°C, carry out drawing and forging; the size of the drawn forging blank is 100mm×100mm×4900mm, and the drawing and forging ratio is 6.25; heat the drawn forging blank into a heating furnace at 1200°C and keep it warm for 15 hours , then cool with the furnace to 1100°C, hold for 5 hours, then cool with the furnace to 1020°C, hold for 5 hours, then cool with the furnace to 800°C, hold f...
Embodiment 2
[0039] First, put the GCr4Mo4V vacuum consumable ingot of φ300mm×700mm size prepared by "vacuum induction + vacuum self-consumption" in the heating furnace and heat it to 1170°C, keep it for 24 hours, continue to heat it to 1200°C, keep it for 10 hours, and wait for it to come out of the furnace After the temperature reaches 1130°C, the pier-drawing process is carried out. After pier-drawing, the forging blank is a square-section billet with a size of 300mm×300mm×530mm; the pier-drawn forging billet is heated into a heating furnace at 1230°C, and kept for 10 hours. After the temperature reaches 1130°C, carry out drawing and forging; the size of the drawn forging billet is 100mm×100mm×4700mm, and the drawing and forging ratio is 9; heat the drawn forging billet into a heating furnace at 1230°C and keep it warm for 24 hours , then cool down to 1150°C with the furnace, hold for 10 hours, then cool with the furnace to 1050°C, hold for 10 hours, then cool with the furnace to 820°C, ...
Embodiment 3
[0042] First, put the GCr4Mo4V vacuum consumable ingot of φ300mm×700mm size prepared by "vacuum induction + vacuum self-consumption" smelting in the heating furnace, heat it to 1150°C, keep it for 20 hours, continue to heat it to 1190°C, keep it for 8 hours, and wait for it to come out of the furnace. After the temperature reaches 1100°C, the pier-drawing process is carried out. After pier-drawing, the forging blank is a square-section billet with a size of 250mm×250mm×790mm; the pier-drawn forging billet is heated into a heating furnace at 1200°C, and kept for 8 hours. After the temperature reaches 1100°C, carry out drawing and forging; the size of the drawn forging billet is 100mm×100mm×4900mm, and the drawing and forging ratio is 6.25; heat the drawn forging billet into a heating furnace at 1200°C and keep it warm for 20 hours , then cool down to 1100°C with the furnace, hold for 8 hours, then cool with the furnace to 1020°C, hold for 8 hours, then cool with the furnace to 8...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Surface hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More