

Positioning clamp and machining method for rotor cover of dynamic pressure air bearing of gyro motor
A technology for positioning fixtures and rotor covers, applied in positioning devices, metal processing equipment, metal processing machinery parts, etc., can solve problems such as concave spherical surface crushing, unreasonable design of positioning fixtures, scratches, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
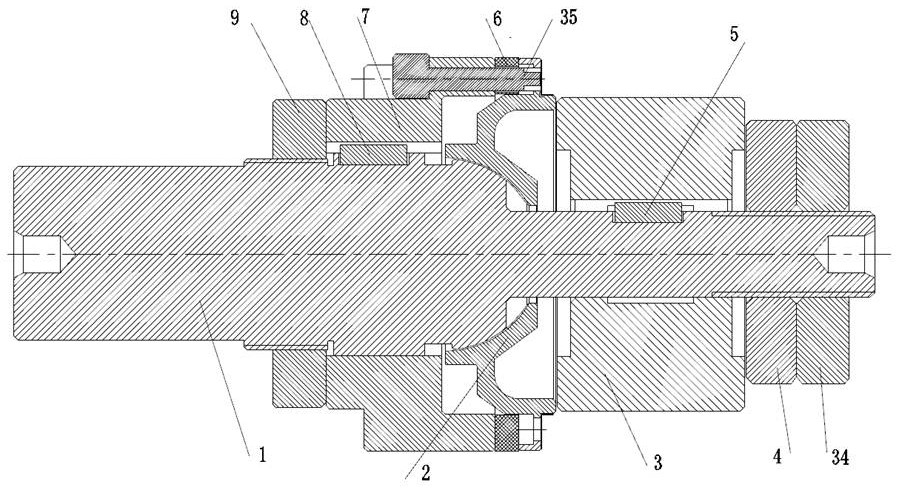
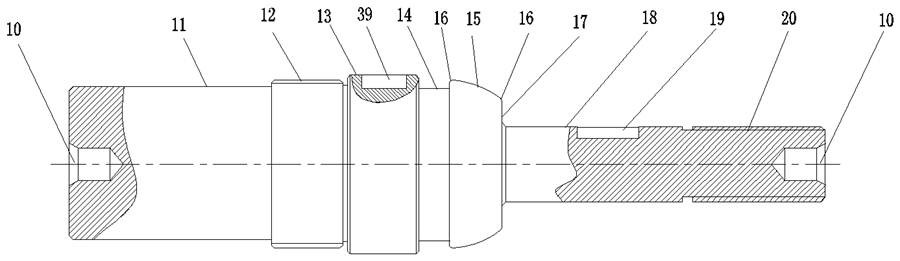
[0063] see Figure 2 to Figure 7 , Gyro motor dynamic pressure air bearing rotor cover positioning fixture, including spherical positioning mandrel 1, positioning collar 3, second flat key 5, compression nut 4, anti-loosening nut 34, vibration damping pad 6, positioning pin 35, back To the support seat 7, the first flat key 8 and the lock nut 9; the spherical positioning mandrel 1 is a coaxially arranged step shape, including a clamping section 11, a large thread section 12, a second guide cylinder section 13, a first Four keyway 39, ring groove section 14, spherical positioning section 15, ball table end surface 17, first guide cylindrical section 18, first keyway 19 and small thread section 20; high-precision top holes are machined at both ends of spherical positioning mandrel 1 10. It is used to adopt the positioning method of two tops on the machine tool; the clamping section 11 is used to install the fork to drive the rotation of the spherical positioning mandrel 1 throug...
PUM
| Property | Measurement | Unit |
|---|---|---|
| sphericity | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
| Circularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More