

Double sides double arc welding method
A double-sided, double-arc, welding method technology, applied in welding equipment, arc welding equipment, edge parts of workpieces, etc., to reduce welding deformation, reduce joint stress, and ensure welding quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
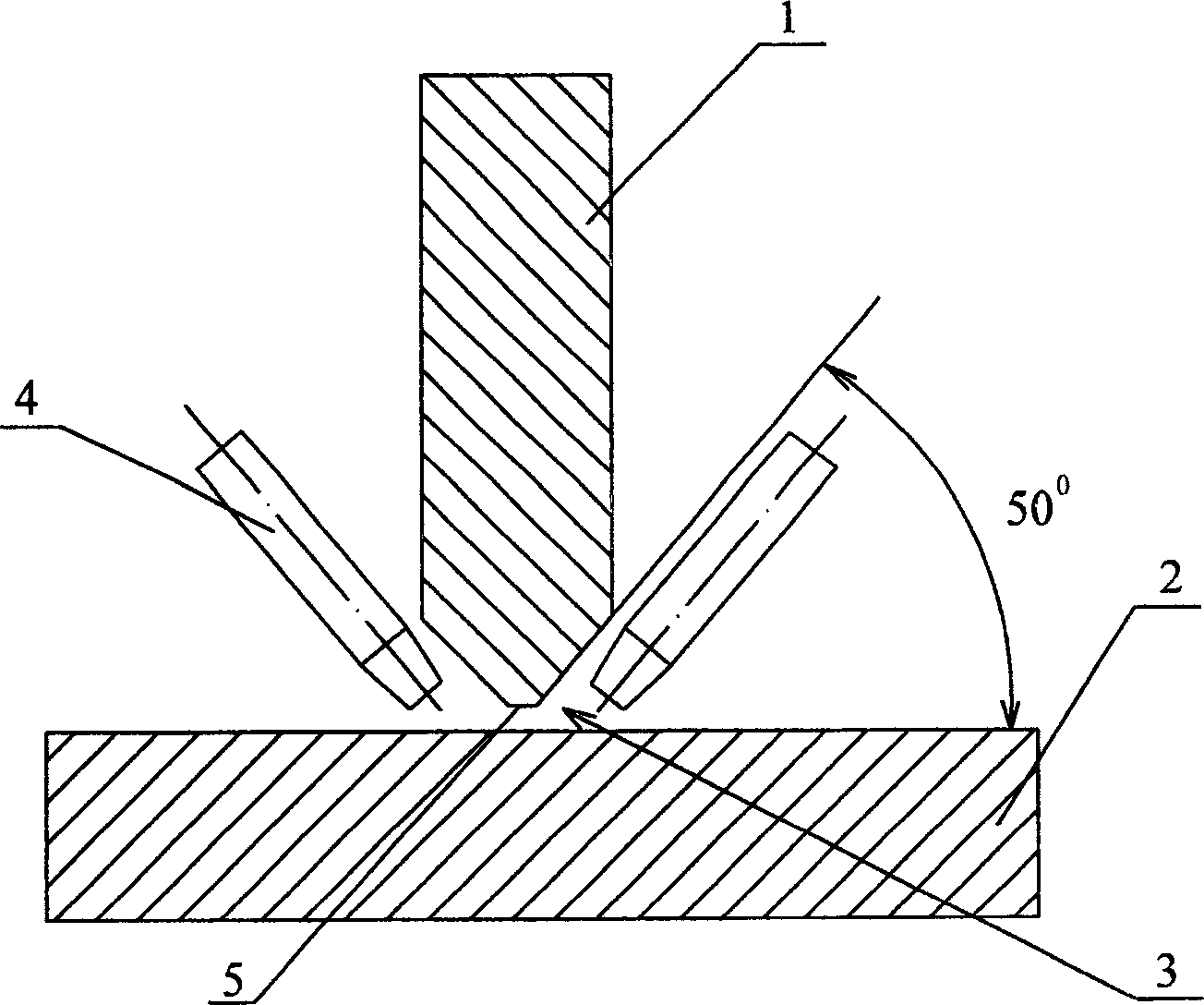
[0042] For the double-sided double-arc welding method, the fillet seam welding process is as follows: both workpiece 1 and workpiece 2 to be welded use steel plates with a thickness of 35mm. A double-sided symmetrical welding groove 3 is processed on the workpiece 1, and the blunt edge 5 of the tip is 1 mm. For the type of double-sided symmetrical welding groove, see figure 1 , after the workpiece 1 and the workpiece 2 are assembled, the double-sided included angle is 50°, and then the special tooling fixture is used for positioning, and the gap between the positioned workpiece 1 and the workpiece 2 is not greater than 2mm. Before welding, grind the double-sided symmetrical welding groove 3 and the surfaces on both sides within 30 mm, and clean the groove and the surfaces on both sides of the groove with acetone. Two welders use two welding torches 4 on two welding machines to start arcs on both sides of the workpiece 1 for flat fillet welding. First, double-sided double-arc b...
Embodiment 2
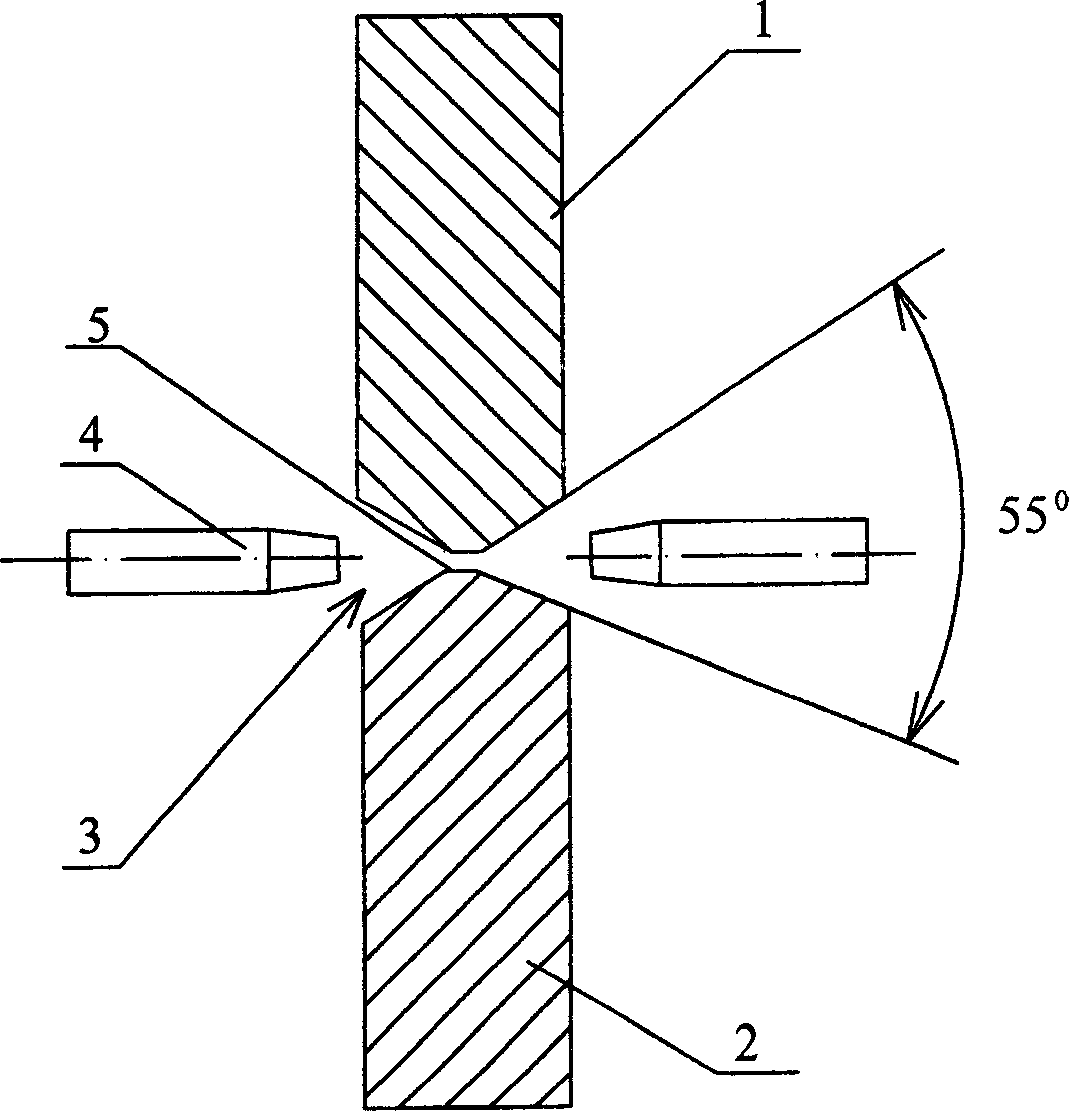
[0044] Double-sided double-arc welding method, the implementation of the butt seam welding process is as follows: the workpiece 1 and the workpiece 2 to be welded are both steel plates with a thickness of 40mm, and the double-sided symmetrical welding groove 3 is processed on the workpiece 1 and workpiece 2. The blunt edge 5 at the top is 0.8mm, and the type of double-sided symmetrical welding groove is shown in figure 2 , after the workpiece 1 and the workpiece 2 are assembled, the double-sided included angle is 55°, and then the special tooling fixture is used for positioning, and the gap between the positioned workpiece 1 and the workpiece 2 is 1 mm. Before welding, grind the double-sided symmetrical welding groove 3 and the surfaces on both sides within 30 mm, and clean the groove and the surfaces on both sides of the groove with acetone. Two welders use two torches 4 on two welding machines to start arcs on both sides of the workpiece for vertical welding respectively. F...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More