

Pressure difference casting process of preparing in-situ aluminium base composite material
An aluminum-based composite material and differential pressure casting technology, which is applied in the field of casting, can solve problems such as aluminum-based composite materials that have not yet been discovered, and achieve the effects of improving molding difficulties, improving surface and internal quality, and avoiding oxidation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018] Example 1: 10wt.% TiB 2 Preparation of in situ particle reinforced ZL109 composites.
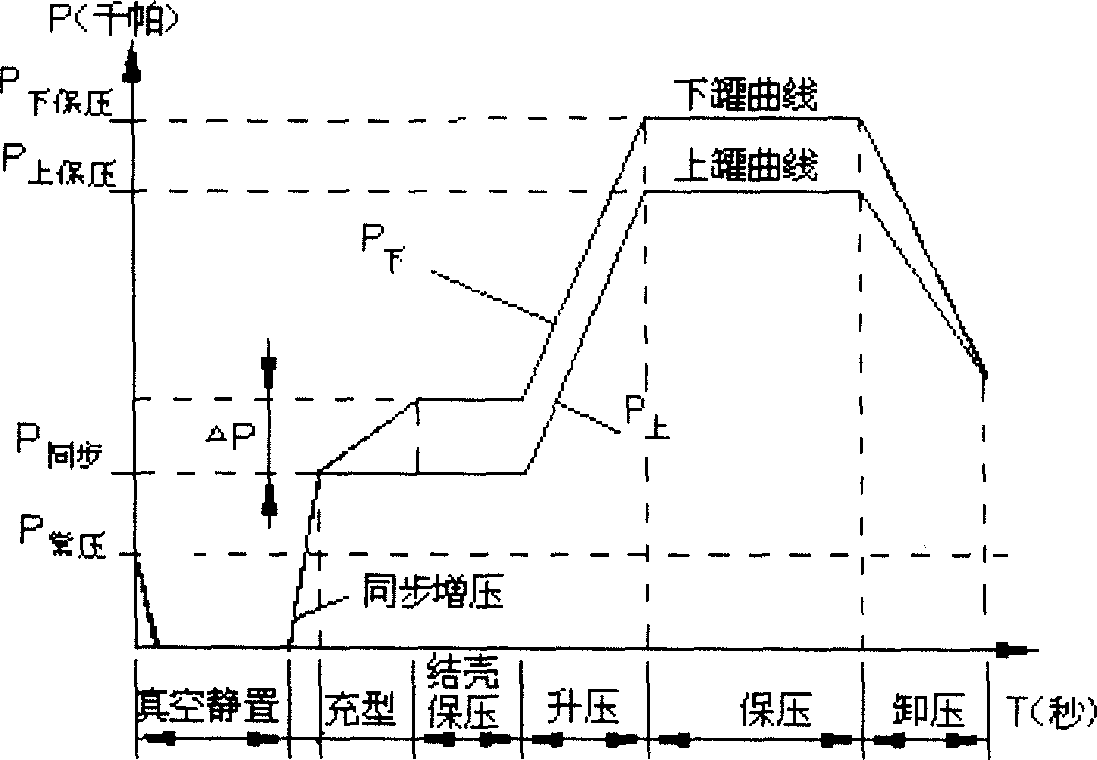
[0019] 10wt.%TiB 2 / ZL109 composite material ingots were placed in a crucible for remelting, and nitrogen was used for protection. After melting, stirred for 15 minutes, vacuumed to -0.1Mpa and kept vacuum refining for 15 minutes. After refining, the scum on the surface of the melt was removed. Mount the mold and cover the seal chamber; at P 上 =P 下 =-0.1Mpa, fill the mold, the pressure difference rises to 0.4atm within 5s, and after the crust is kept for 1s, the upper and lower cavities are simultaneously pressurized to: P 上保压 =8.1 atm, P 下保压 =8.5atm, the pressure difference is constant at 0.4atm, and the pressure is maintained for 3 minutes. T5 state mechanical properties of the prepared material: σ b =427Mpa; σ 0.2 =399Mpa; δ=1.5%; E=95.9Gpa. (P 上 ,P 下 ,P 上保压 ,P 下保压 For the representation see figure 1 )
Embodiment 2
[0020] Example 2: Preparation of 10wt.% TiC in-situ particle reinforced ZL101 composite material.
[0021] Put the ingot of 10wt.% TiC / ZL101 composite material into the crucible for remelting, pass nitrogen gas for protection, stir for 50 minutes after melting, vacuumize to -0.1Mpa and keep vacuum refining for 45 minutes, after refining, remove the molten The scum on the surface of the body, install the mold, cover the sealed cavity; boost the pressure of the upper and lower cavity, at P 上 =P 下 Fill the mold at 1atm, and the pressure difference rises to 0.85atm within 18s, at this time P 上保压 = 1 atm, P 下保压 =1.85atm, keep the pressure for 30min. T6 state mechanical properties of prepared materials: σ b =372Mpa; σ 0.2 =339Mpa; δ=2.0%; E=89.3Gpa.
Embodiment 3
[0022] Embodiment 3: (12wt.%TiB 2 +4wt.% TiC) in situ particle reinforced ZL114 composites.
[0023] Will (8wt.%TiB 2 +4wt.%TiC) / ZL114 composite material ingot was placed in a crucible for remelting, and nitrogen was introduced for protection. After melting, stirring for 30 minutes, vacuuming to -0.1Mpa kept vacuum refining for 30 minutes. After refining, remove Surface scum, install the mold, cover the sealed cavity; boost the pressure of the upper and lower cavity, at P 上 =P 下 =P 常压 Fill the mold at 1atm, the pressure difference rises to 0.3atm within 50s, and after the crust is kept for 1s, the upper and lower cavities are simultaneously pressurized to: P 上保压 =2.0atm,P 下保压 =2.3atm, the pressure difference is constant at 0.3atm, and the pressure is maintained for 10min. T5 state mechanical properties of the prepared material: σ b =325Mpa; σ 0.2 =253Mpa; δ=4.8%; E=88.5Gpa.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More