
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Cast iron billet excelling in workability and process for producing the same
A technology with excellent workability and manufacturing method, applied in the field of cast iron, cast iron sheet and its manufacturing, can solve the problems of large solid-liquid coexistence area of white cast iron, incomplete spheroidization of graphite, and deterioration of workability.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0117] Cast iron having the chemical composition shown in Table 1 was melted in a melting furnace, a spheroidizer was added, and a 100 mm square metal block was cast. This white cast iron was hot-rolled to form a 3.5 mm thick hot-rolled sheet. Furthermore, cold rolling was performed on some of the hot-rolled sheets to obtain a 1.2 mm-thick cold-rolled sheet. Part of the hot-rolled sheet and the cold-rolled sheet obtained by rolling the white cast iron are heat-treated in a heating furnace. After heating, cool to room temperature through the specified temperature process.
[0118] On the other hand, an example using a conventional technique was performed as a comparative example. Specifically, in Comparative Example 1, ordinary spherical graphite cast iron molten iron was cast, and the obtained cast slab was hot-rolled. Also, in Comparative Example 2, casting was performed without adding a nodularizing agent to a molten cast iron of white cast iron composition, hot rolling a...
Embodiment 2
[0136] Add Ni-Mg nodularizer to C: 3.4% by mass, Si: 0.3% by mass cast iron iron water, Mg: 0.03% by mass, pass through a tundish, and use a vertical continuous casting machine using a water-cooled copper mold Continuously cast a slab with a thickness of 200mm and a width of 1000mm to produce cast slabs. exist Figure 4 The outline of the continuous casting machine is shown in .
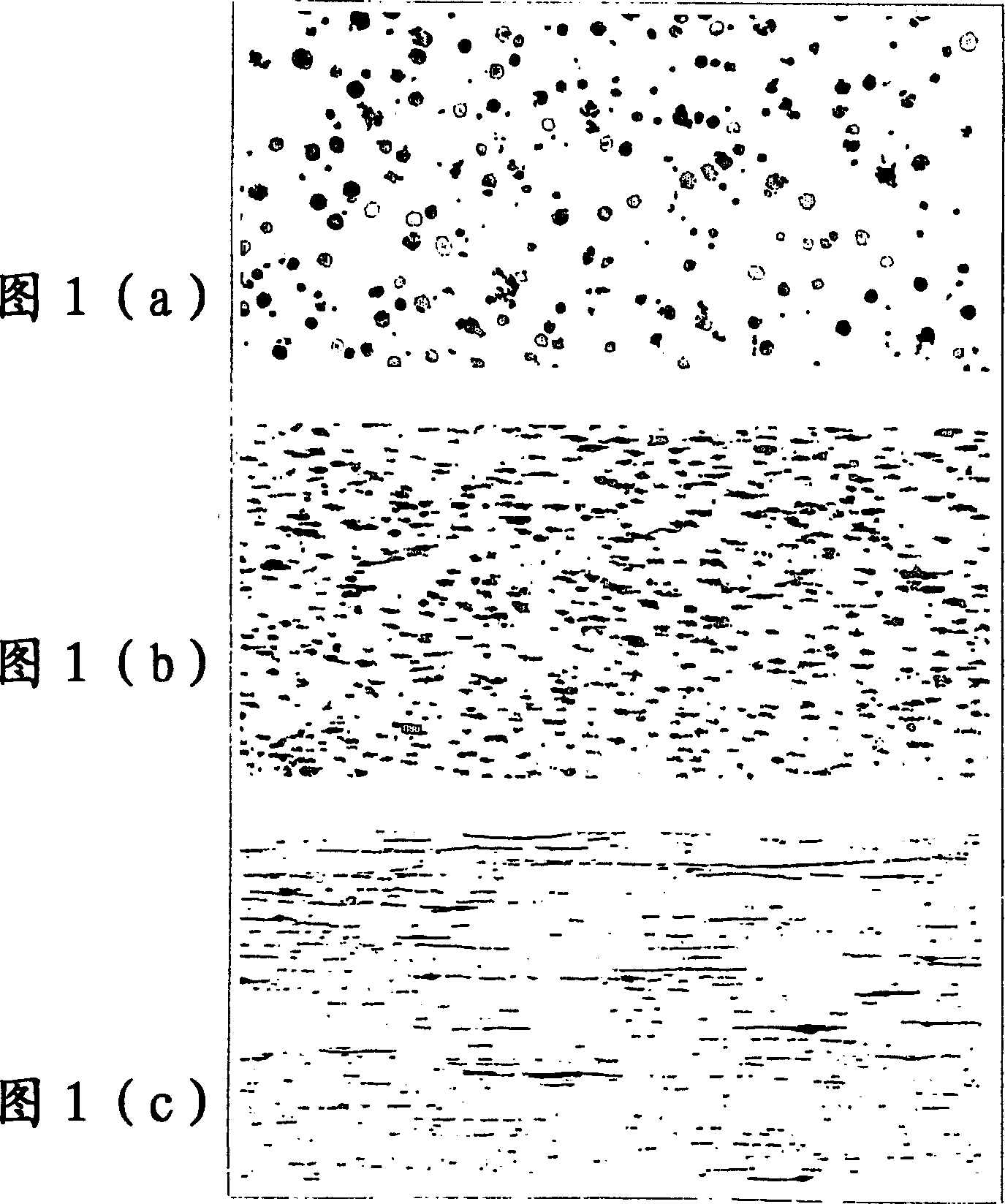
[0137] A part of the slab was hot-rolled at 850° C. to form a 3 mm-thick hot-rolled sheet. Furthermore, a part of the hot-rolled sheet was cold-rolled to form a 1 mm-thick cold-rolled sheet. The hot-rolled sheet and the cold-rolled sheet thus obtained were heated at 1000° C. for 30 minutes in a heating furnace. Allow to cool to room temperature after heating. Samples were selected from the obtained cast sheets, hot-rolled sheets, cold-rolled sheets, and heat-treated sheets to investigate the morphology and distribution of graphite.
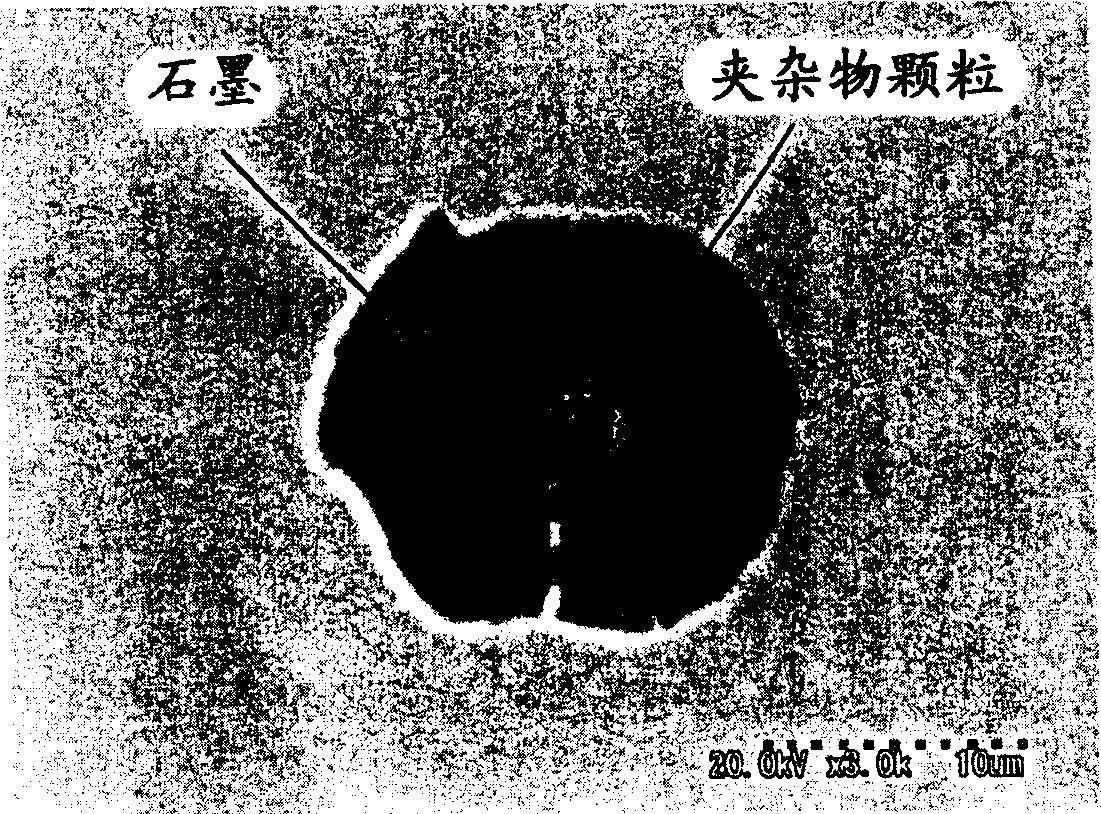
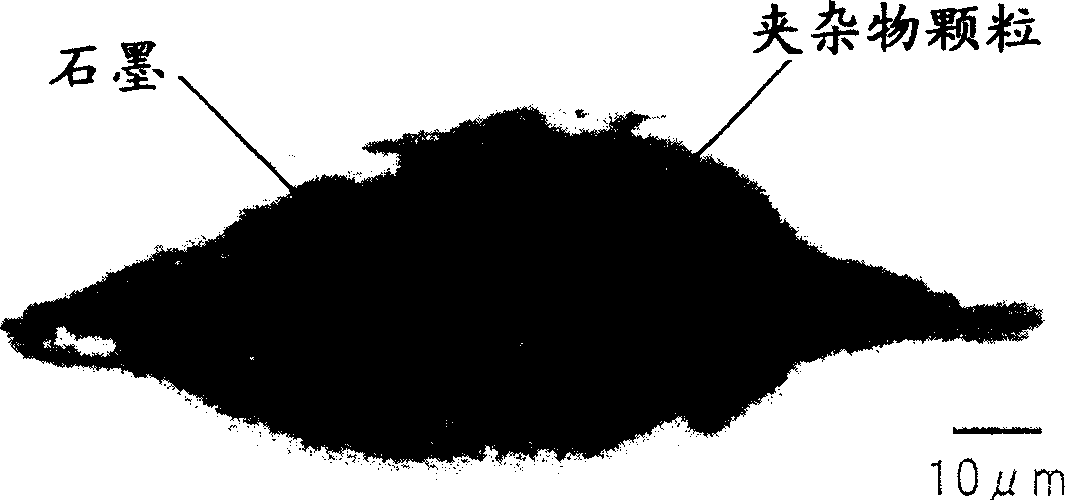
[0138] As a result, oxides and sulfides of Mg and particles of ...
Embodiment 3
[0142] Add a Ca-Si-based nodularizer to C: 2.4% by mass, Si: 0.7% by mass of cast iron iron water, take it as Ca: 0.005% by mass, Si: 1.0% by mass, and pass it through a tundish to use a water-cooled copper mold The thin slab continuous casting machine is used to cast thin slabs with a thickness of 50mm and a width of 900mm.
[0143]A part of the slab was hot-rolled at 800° C. into a 3.5 mm-thick hot-rolled sheet, and coiled into a coil. Furthermore, a part of the hot-rolled sheet was cold-rolled to form a 1.5 mm-thick cold-rolled sheet. The hot-rolled sheet and the cold-rolled sheet thus obtained were heated at 1000° C. for 30 minutes in a heating furnace. After heating, cool from 700°C to 300°C at a cooling rate of 1°C / min, and then leave to cool to room temperature. Samples were selected from the obtained cast sheets, hot-rolled sheets, cold-rolled sheets, and heat-treated sheets to investigate the morphology and distribution of graphite.
[0144] As a result, oxides and...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com