

Technological process of making wing type centrifugal vane whell
A manufacturing process, centrifugal impeller technology, applied in non-variable pumps, pump elements, components of pumping devices for elastic fluids, etc., can solve the problems of reduced space, large investment, and increased difficulty
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0023] Embodiment: it comprises following processing step
[0024] A. Manufacture of Airfoil Blades
[0025] a. Outsourcing processing of hollow aluminum profiles with non-equal wall thickness and wing section with longitudinal ribs, in which the ratio of the thicker curved surface wall thickness to the thinner plane wall thickness is greater than 2, and the ratio of the longitudinal rib wall thickness to the thinner wall thickness is greater than 3 ;
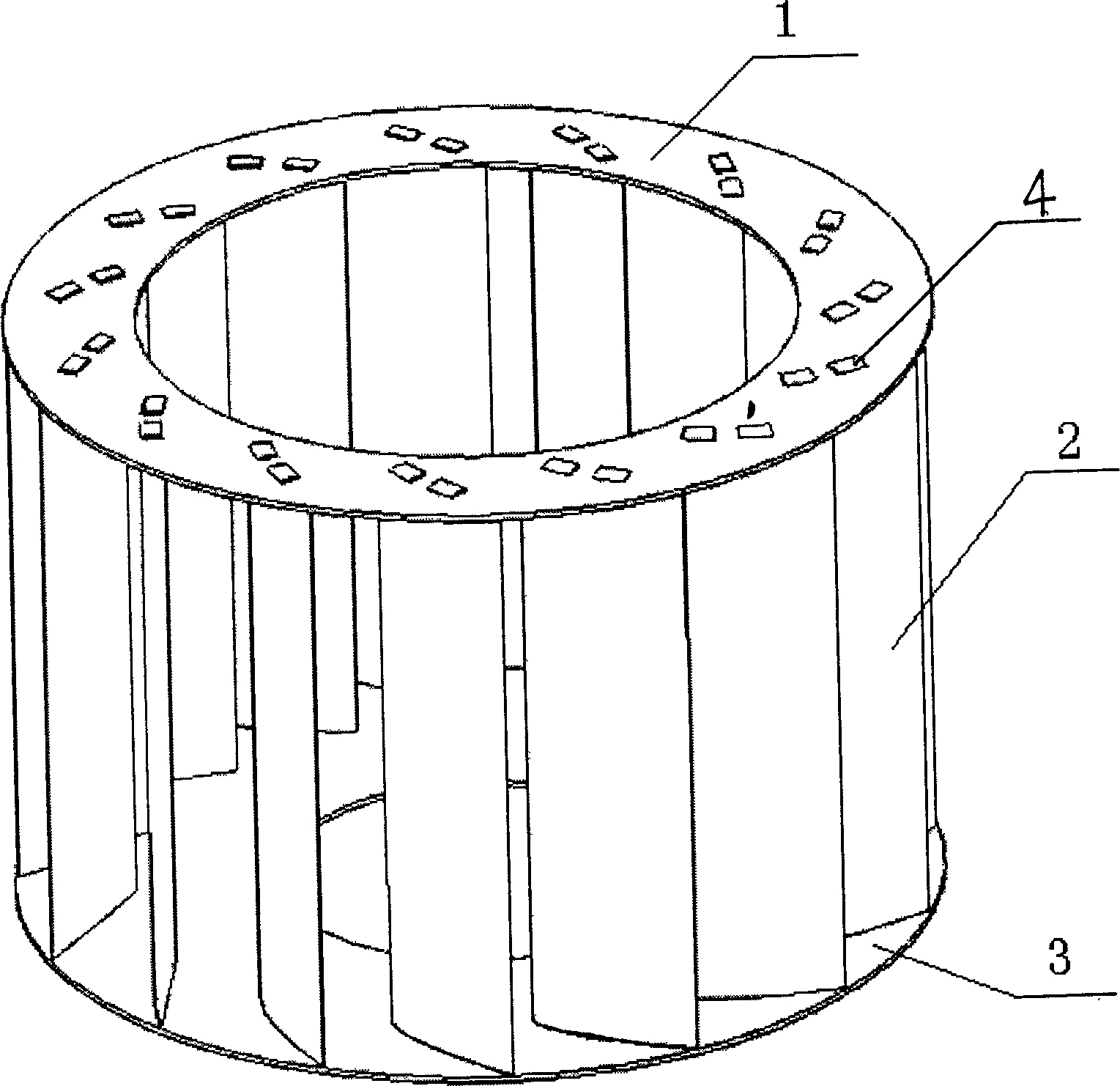
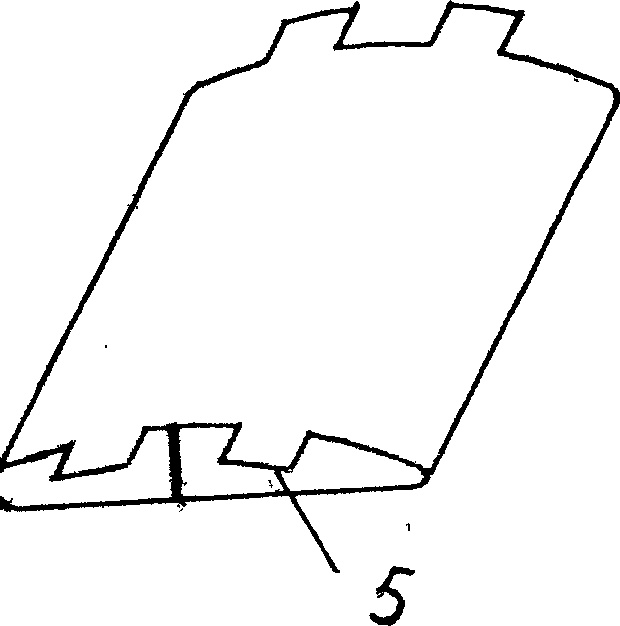
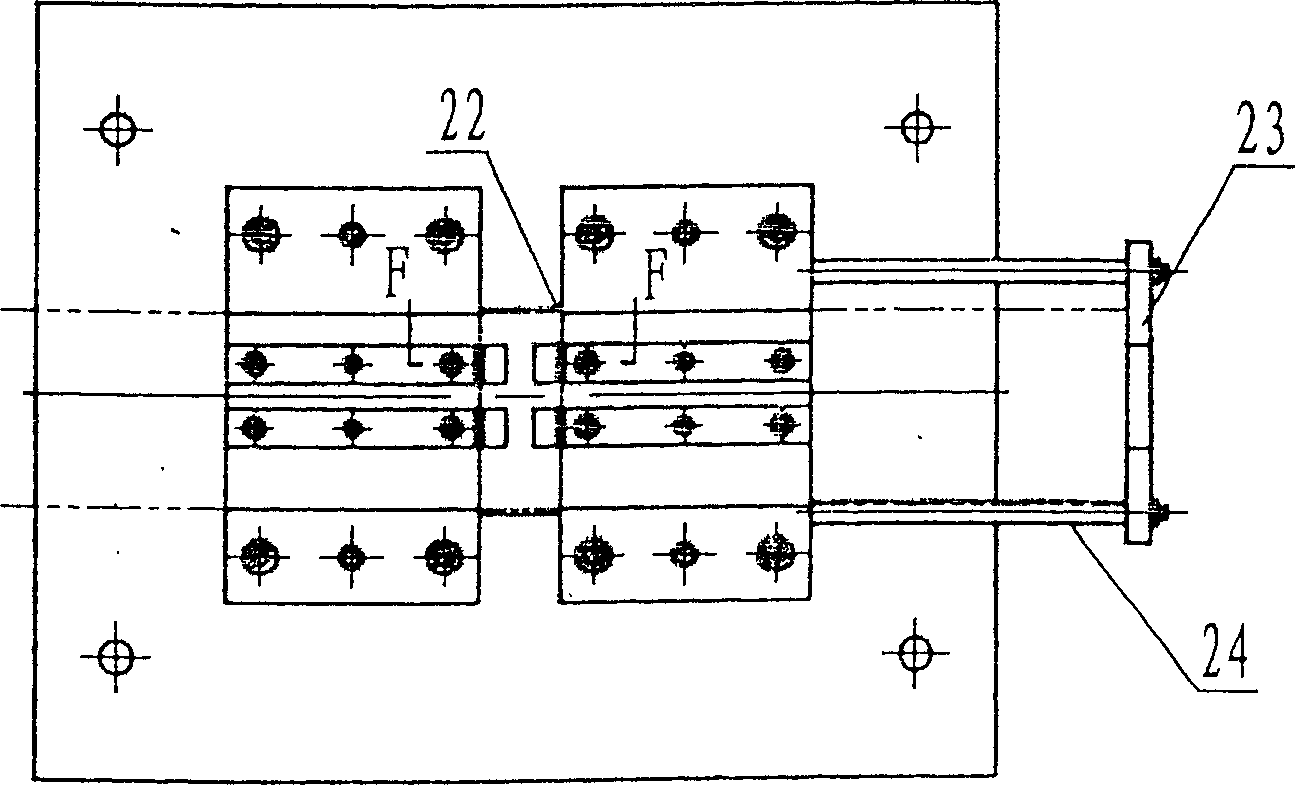
[0026] b. If figure 2 , image 3 , Figure 4 , Figure 5 and Figure 6 As shown, the protrusion of the blade end on the joint surface of the punched blade end and the straight front disk 1, the straight rear disk 3 or the blade end and the arc or tapered front disk 1 and the straight rear disk 3 Platform 5, the mold should have the functions of shearing and indentation, wherein when punching the boss 5 of the blade end on the joint surface of the blade end and the arc-shaped or conical front disk 1, and the straight rear...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More