

Rolling process of hot rolled steel sheet
A technology of hot-rolled steel plate and operation method, applied in the direction of metal rolling, metal rolling, rolling mill control device, etc., which can solve the unbalanced extension of steel on both sides of the strip, many accidents of piled steel, time lag of leveling control, etc. question
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The following specific examples are given to illustrate the present invention. The embodiments are only used to further illustrate the present invention, and do not represent the protection scope of the present invention. The non-essential modifications and adjustments made by others according to the present invention still belong to the protection scope of the present invention.
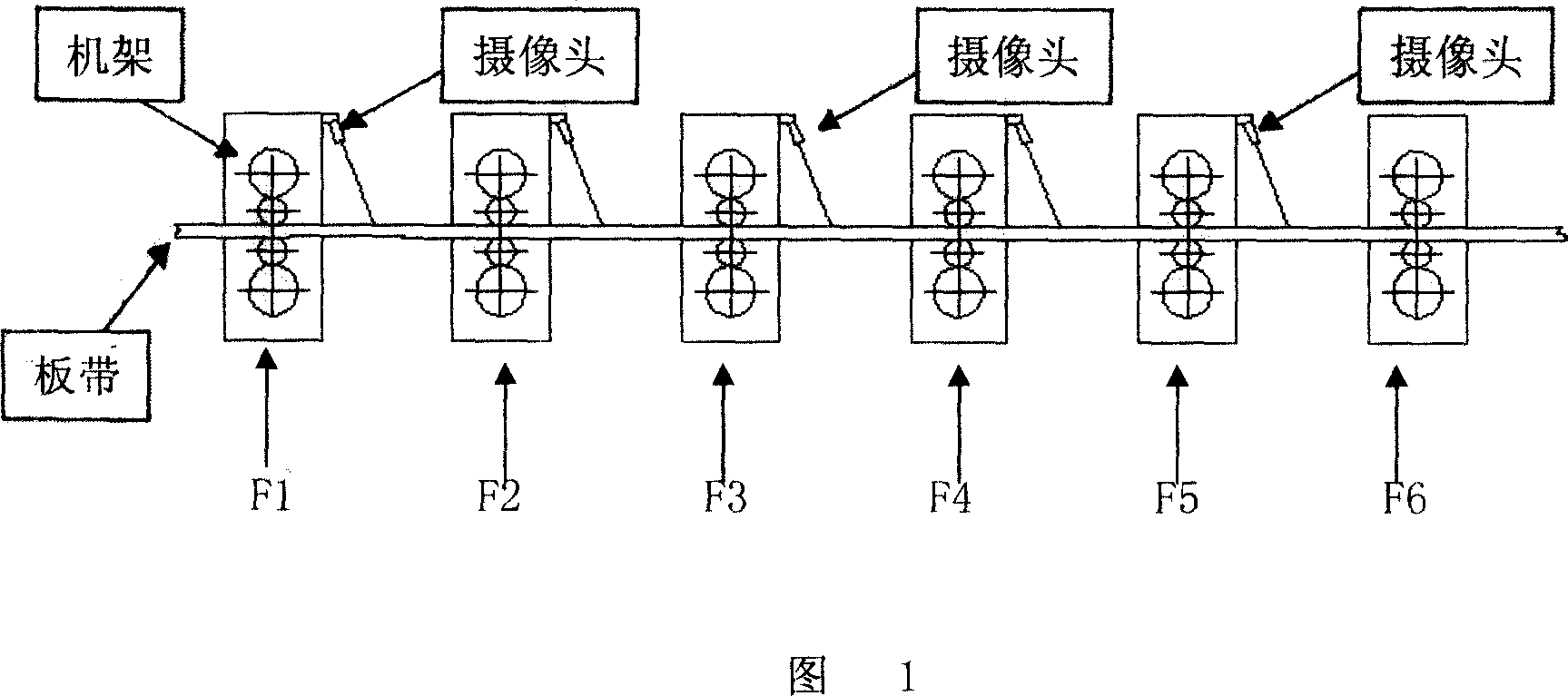
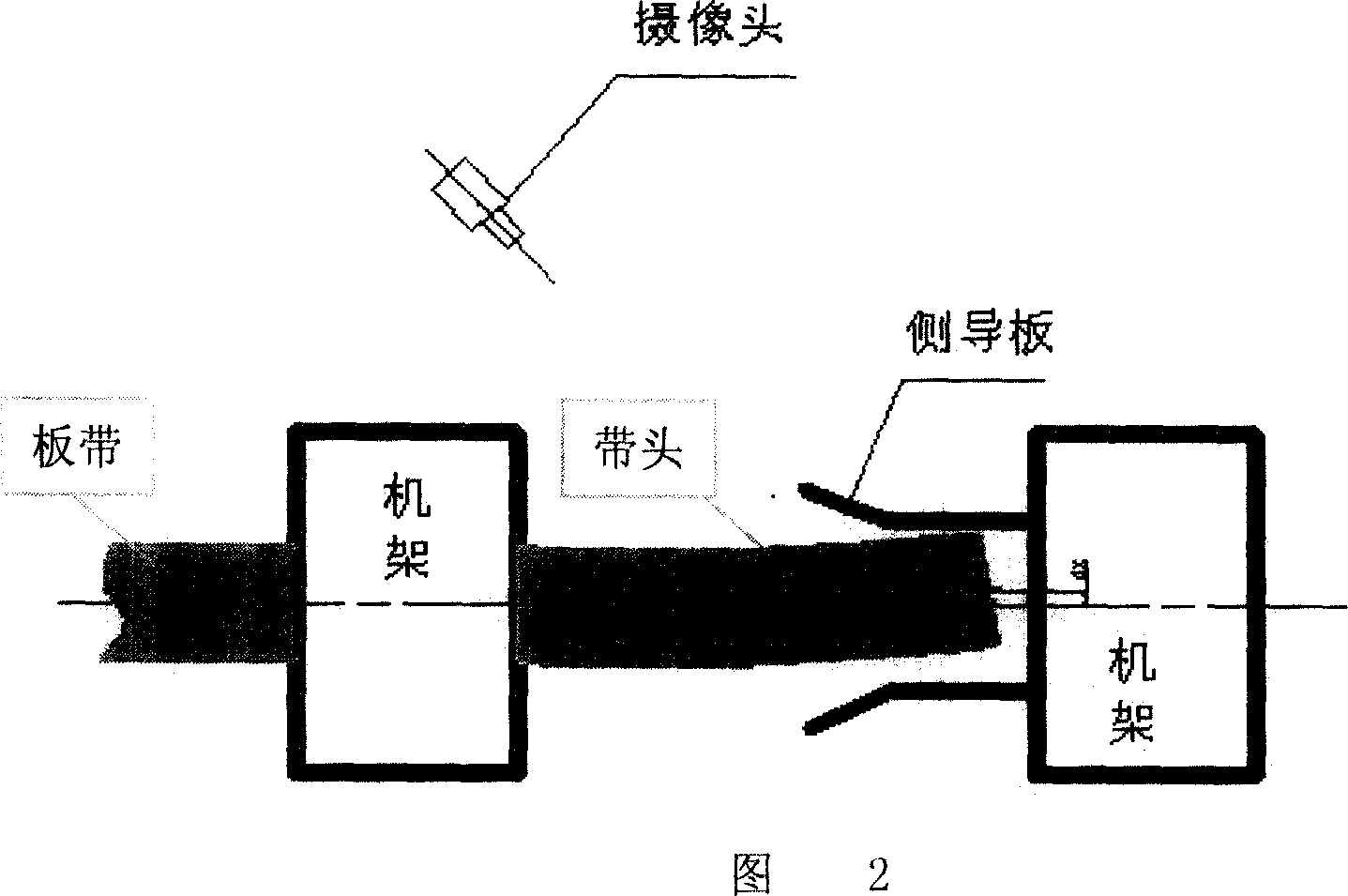
[0021] Install the camera device directly above the frame F1-F6 of the continuous rolling mill. The camera layout is shown in Figure 1, and the terminal display of the camera device is installed on the console. The operator observes the deviation of the strip through the camera: as shown in Figure 2, the camera looks down and observes that the strip head deviates to one side. By observing the deviation trend of the strip, the unbalanced deformation of the strip was discovered in the early stage, and the following three schemes were used to adjust the strip in time to return to the centerline ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More