

Magnesium hot rolling method and apparatus
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032]An embodiment of the present invention will now be described with reference made to the drawings.
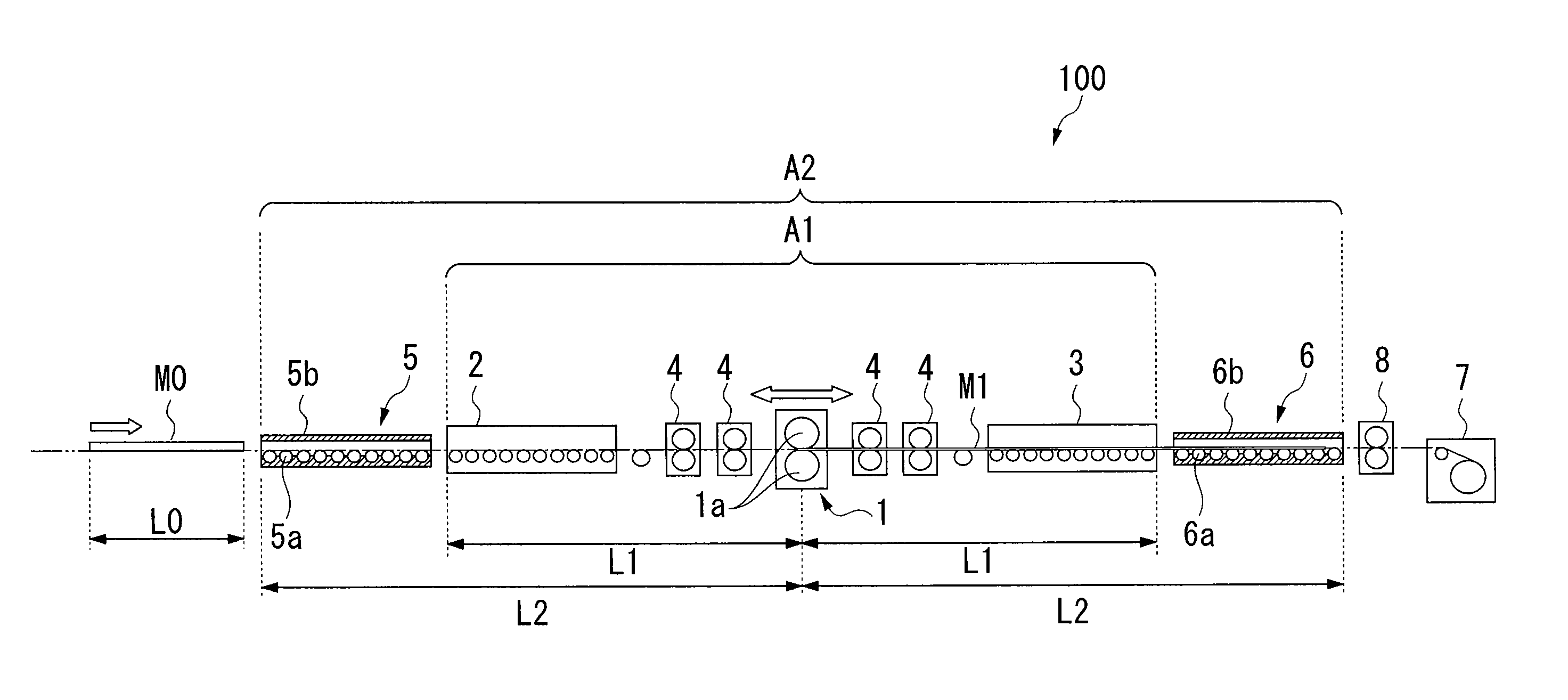
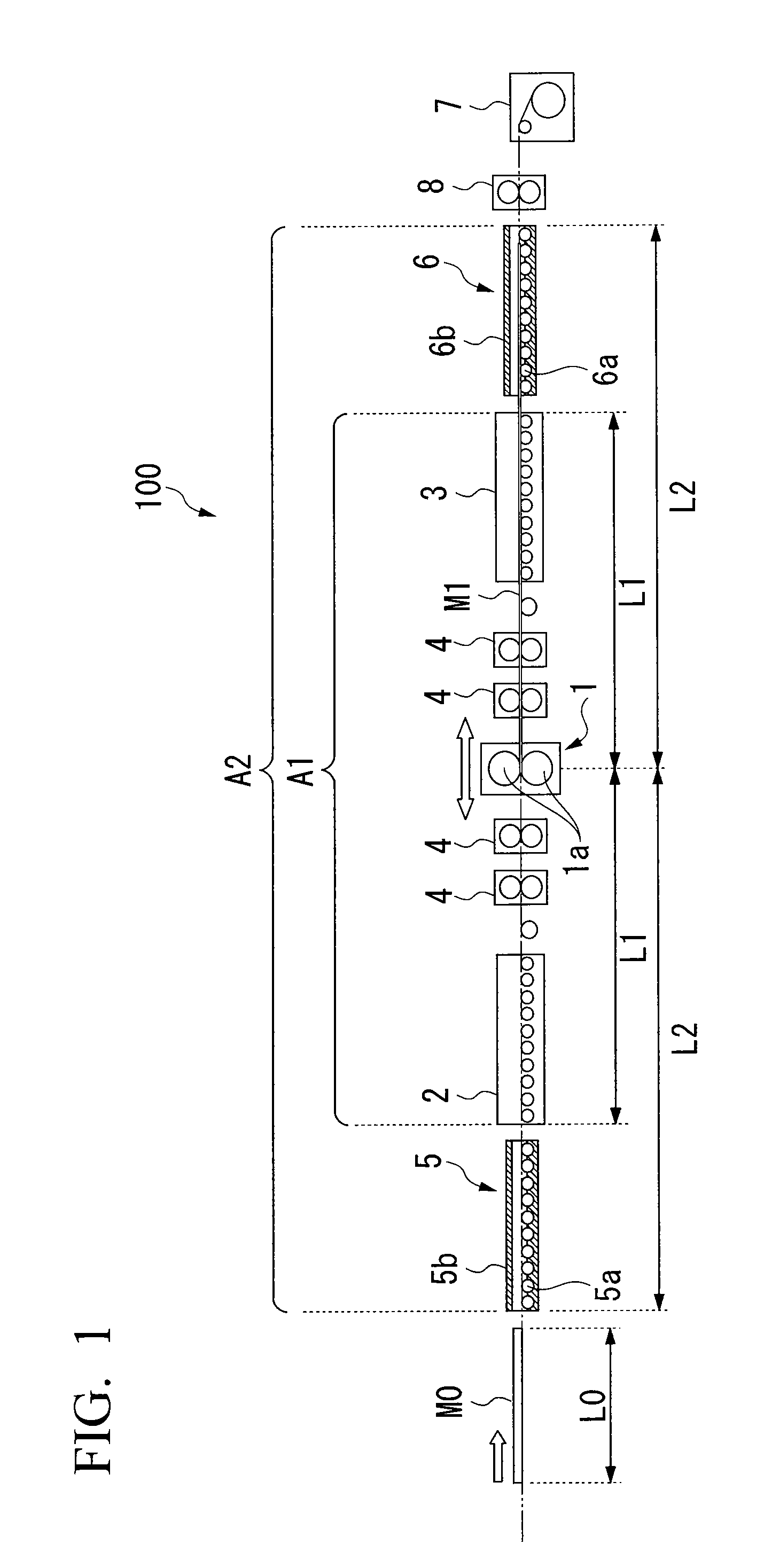
[0033]FIG. 1 is a schematic front view showing the schematic structure of a hot rolling apparatus 100 (i.e., a magnesium alloy hot rolling apparatus) in the present embodiment.
[0034]As is shown in FIG. 1, the hot rolling apparatus 100 according to the present embodiment is provided with a rolling mill 1, a first heating furnace 2, a second heating furnace 3, pinch rollers 4, a first table roller 5, a second table roller 6, a winder 7, and pinch rollers 8.
[0035]The rolling mill 1 has a pair of working rollers 1a that are in parallel with each other and also face each other, and with a drive source (not shown) which drives the working rollers 1a to rotate.
[0036]The working rollers 1a are heating rollers whose surface temperature is raised to a suitable temperature and which, while feeding a magnesium cut plate material M0 (i.e., a magnesium plate) which is passing between the working...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Temperature | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Tension | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More