

Winding Machine and Method for Controlling the Winding Machine
a winding machine and winding technology, applied in the direction of filament handling, tension measurement, web handling, etc., can solve the problems of changing the length changing the tension of the winding material in the feeding path, and changing the dependence of the winding material tension, so as to reduce the tension of the winding material and/or of the deflection, increase the pressing force, and reduce the effect of the deflection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
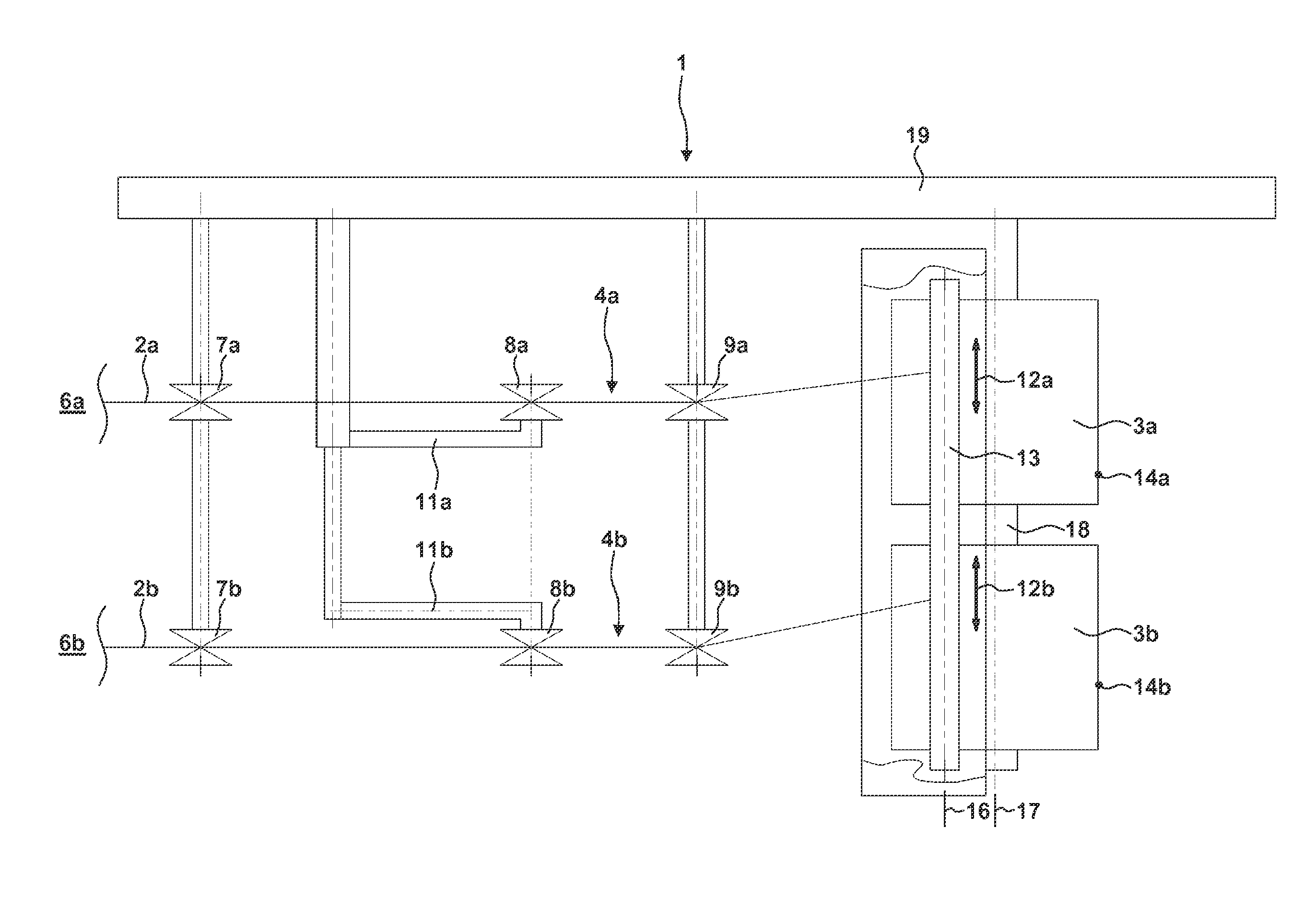
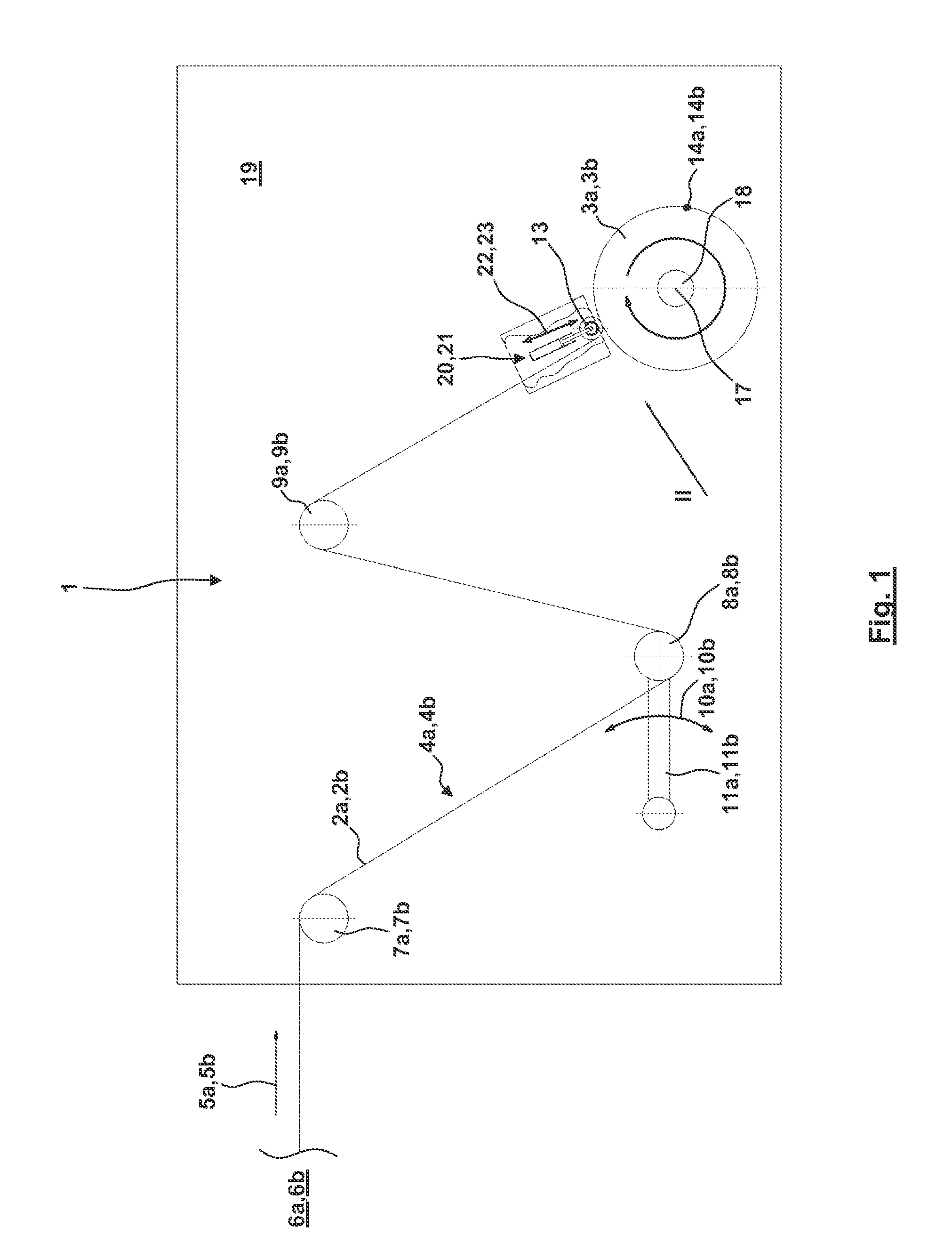
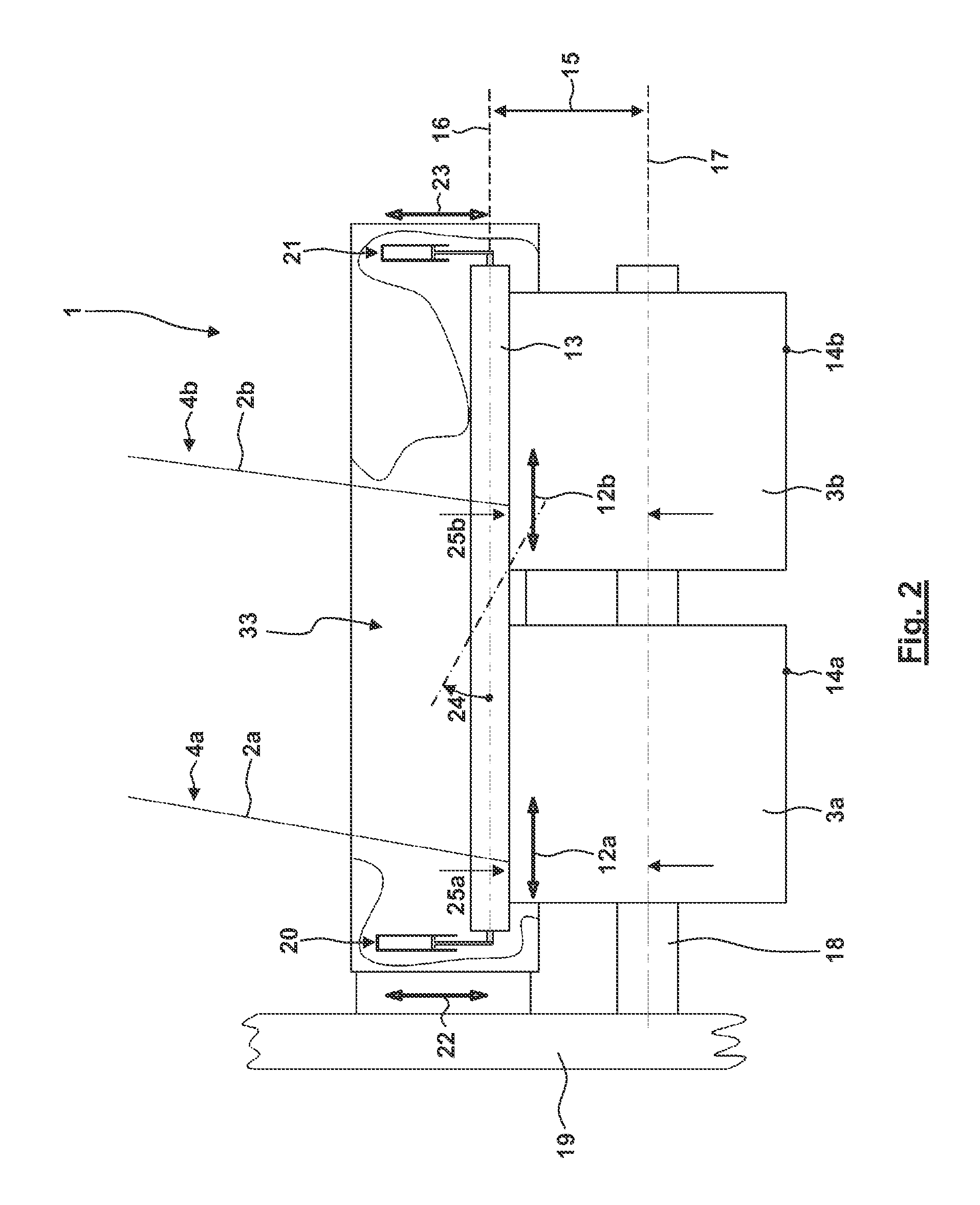
[0061]Referring now in greater detail to the drawings, FIG. 1 illustrates a winding machine 1. As can be seen in FIGS. 2 and 3 in more detail, in the winding machine 1 the parallel feeding of winding material 2a, 2b to the wound package 3a, 3b is carried out via feeding paths 4a, 4b. The feeding paths 4a, 4b are offset relative to each other in a direction vertical to the plane of projection of FIG. 1. In the description, corresponding elements in the feeding paths 4a, 4b are labelled with the same reference numerals with added letters a or b. respectively. The person with skill in the art will know that also more than the two shown parallel feeding paths 4a, 4b might be implemented in the winding machine 1.
[0062]In the following, the path of the winding material 2a, 2b via the feeding paths 4a, 4b is described for the winding material 2a via the feeding path 4a in the first line (wherein the corresponding applies for the winding material 2b in the parallel feeding path 4b):
[0063]Th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More