

Welding technology of bridge shell and spindle nose welding
A welding process and welding joint technology, applied in the welding process field of axle housing and shaft head welding, can solve the problems of expensive equipment, troublesome, unsuitable for small batch production, etc., and achieve the effect of ensuring the appearance of the welding seam and the welding quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
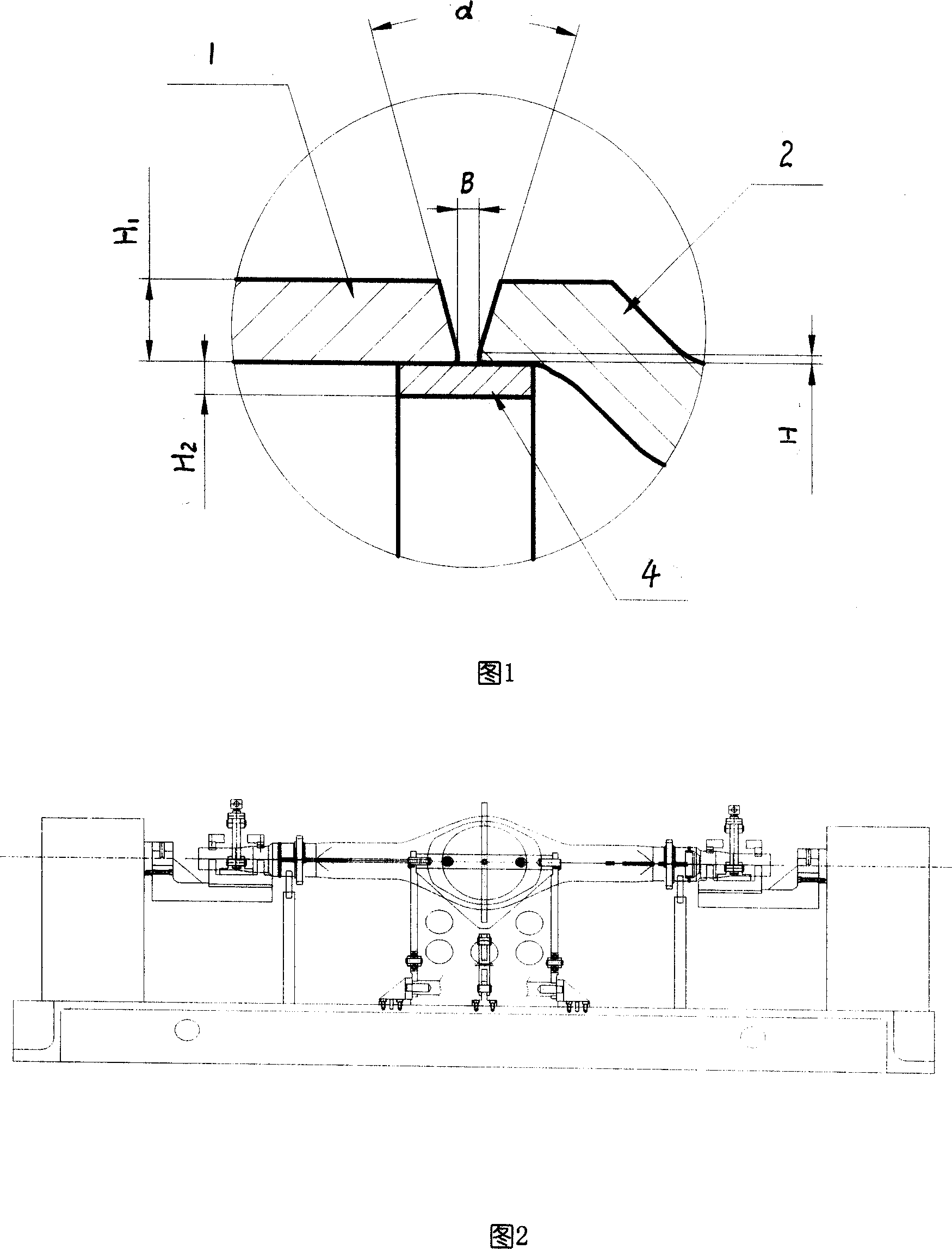
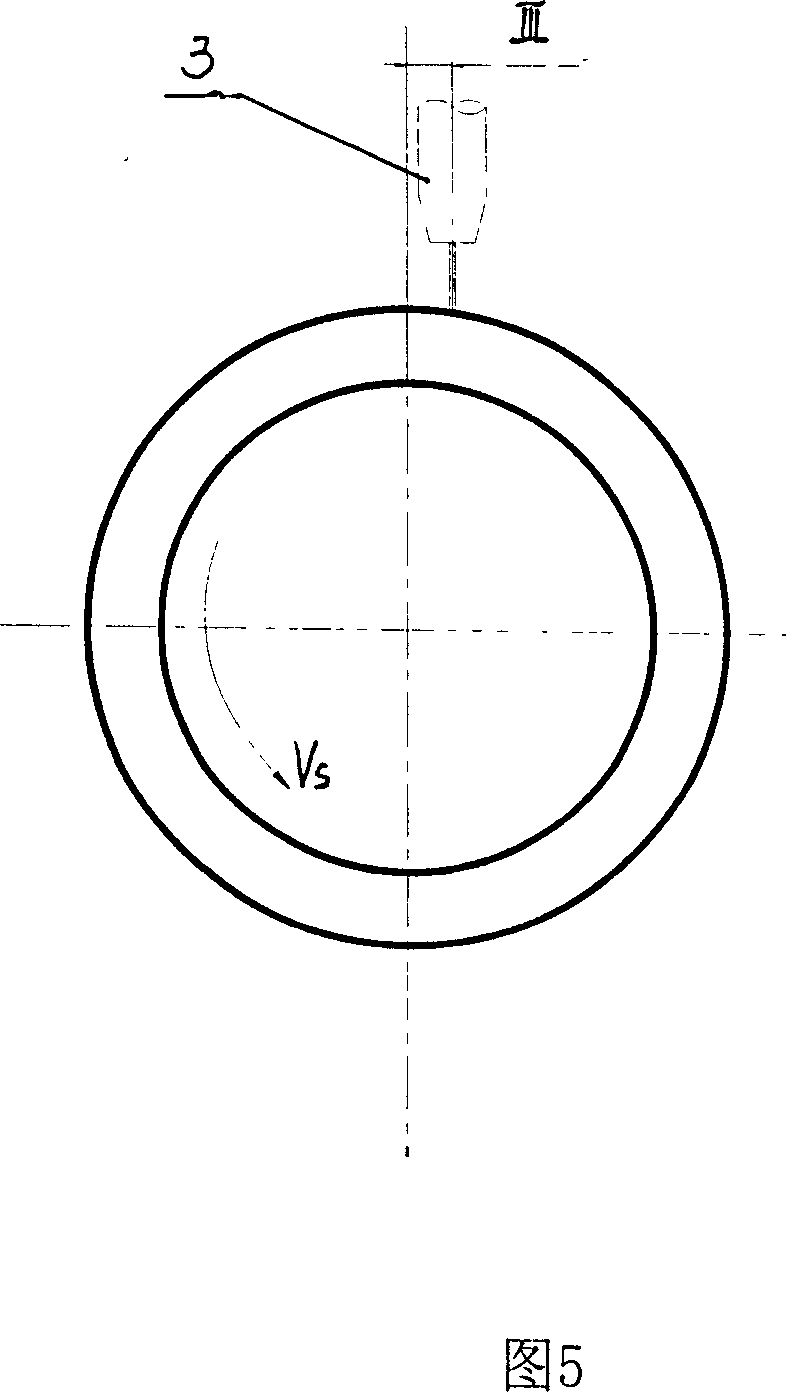
[0017] As shown in Figures 1-5, the welding process for welding the axle housing and the shaft head of the present invention includes a welding joint forming process, a welding process, and a finishing process. The axle housing 1 and the shaft head described in the welding joint forming process 2. The welded joint is a Y-shaped groove, the angle α of the Y-shaped groove is 12.5-35°, the blunt edge height H is 0mm-2mm, and the gap is appropriately increased. The blunt edge width B is 3-4mm, which is effective The width of the heat-affected zone is controlled. In addition, it is also very helpful for the penetration of the weld. A liner 4 is added to the closed back end of the Y-shaped groove, and the thickness H2 of the liner 4 is 6mm to 10mm; In the above, the welding process is divided into three layers. When the first layer is welded, the position of the welding torch is properly tilted forward to ensure the depth of penetration. S Rotate 15°±3°, and the welding torch swings...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More