

Feeding controlling means for multi-wire saw working bench
A multi-wire cutting machine and feed control technology, applied in the direction of fine work equipment, manufacturing tools, stone processing equipment, etc., can solve the problems of inconvenient maintenance, reduced processing accuracy, complex structure, etc., and achieve easy implementation and improved cutting quality. , the effect of simple control methods
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
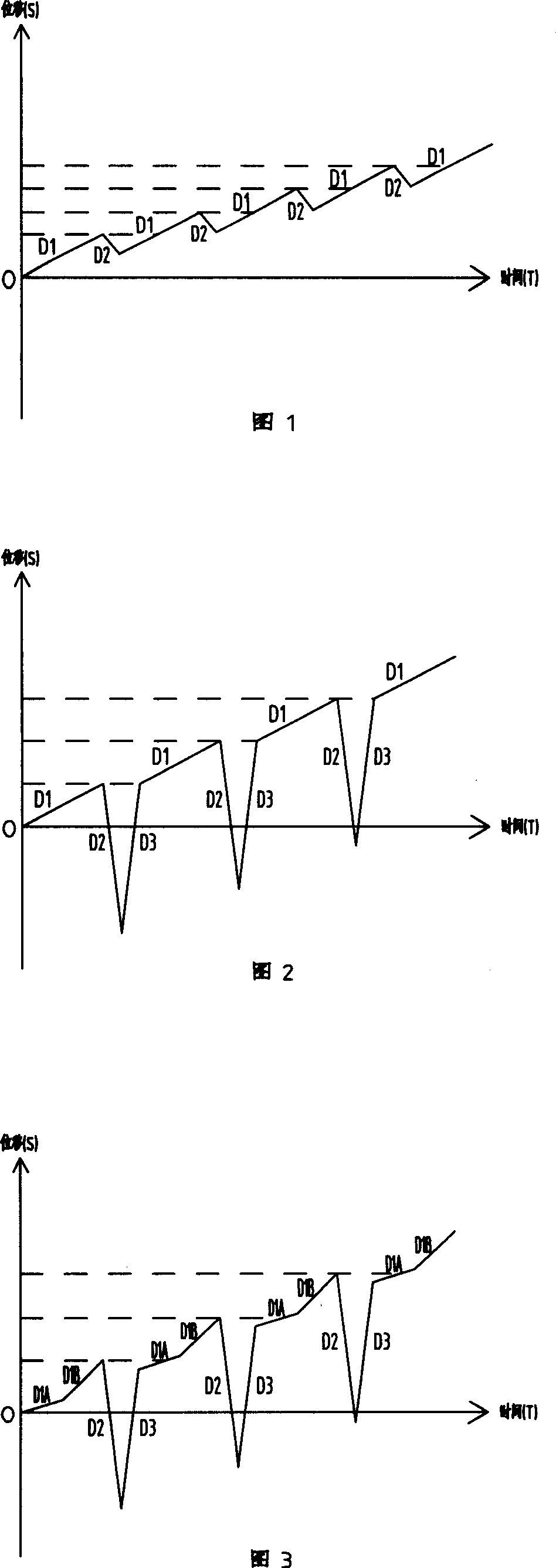
[0017] It can be seen from Figure 1 that the feed cycle of the worktable includes the cutting feed section D1 and the table retreating sand feeding section D2. In order to ensure that the grinding sand is input to the lower part of the contact surface between the steel wire and the cutting workpiece, the displacement of the sand feeding section D2 of the step back is 2-15 times of the grain size of the grinding sand (2 times in this embodiment). After each cutting cycle (steel wire reciprocates once), the workbench descends, the steel wire will bring abrasive sand with a certain viscosity into the slit, and the workbench rises to start the next cutting cycle, and so on.
Embodiment 2
[0019] It can be seen from Figure 2 that in order to further improve the cutting efficiency, the feed cycle of the worktable includes the cutting feed section D1, the table retreating sand entry section D2, and the sand entry recovery section D3. The displacement of the table retreating sand entry section D2 is the abrasive sand particle size 2-15 times (the present embodiment is 10 times) of. The rest are the same as embodiment 1.
Embodiment 3
[0021] It can be seen from Fig. 3 that in order to further improve the cutting efficiency and cutting quality, the feeding cycle of the worktable includes the cutting feeding section D1, the table retreating sand feeding section D2, and the sand feeding completion recovery section D3. The displacement of the table retreating sand feeding section D2 is 2-15 times (the present embodiment is 15 times) of the grain size of the grinding sand. The cutting feed section D1 includes an initial cutting feed section D1A and a normal cutting feed section D1B, and the displacement of the initial cutting feed section D1A is 0.1-0.3 (0.2 in this embodiment) of the displacement of the cutting feed section D1. With embodiment 1.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More