

Fabrication technology of big flange stub axle type components
A manufacturing process and large flange technology, which is applied in the field of large flange and short shaft parts manufacturing process, can solve the problems that the technical requirements cannot be met, the flange end cannot reach the forging ratio, and the forging allowance is large, so as to shorten the cold working hours, Save raw materials and improve forgeability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0013] In order to further understand the content of the invention, features and effects of the present invention, the following examples are given hereby, and the details are as follows:
[0014] The manufacturing process of the large flange and short shaft parts of the present invention includes the following steps: smelting→refining→vacuum casting→forging→first heat treatment after forging→detection (preliminary investigation)→rough machining→ultrasonic flaw detection→performance heat treatment→sampling for mechanical energy inspection, ultrasonic Flaw detection→semi-finishing→stress relief→finishing.
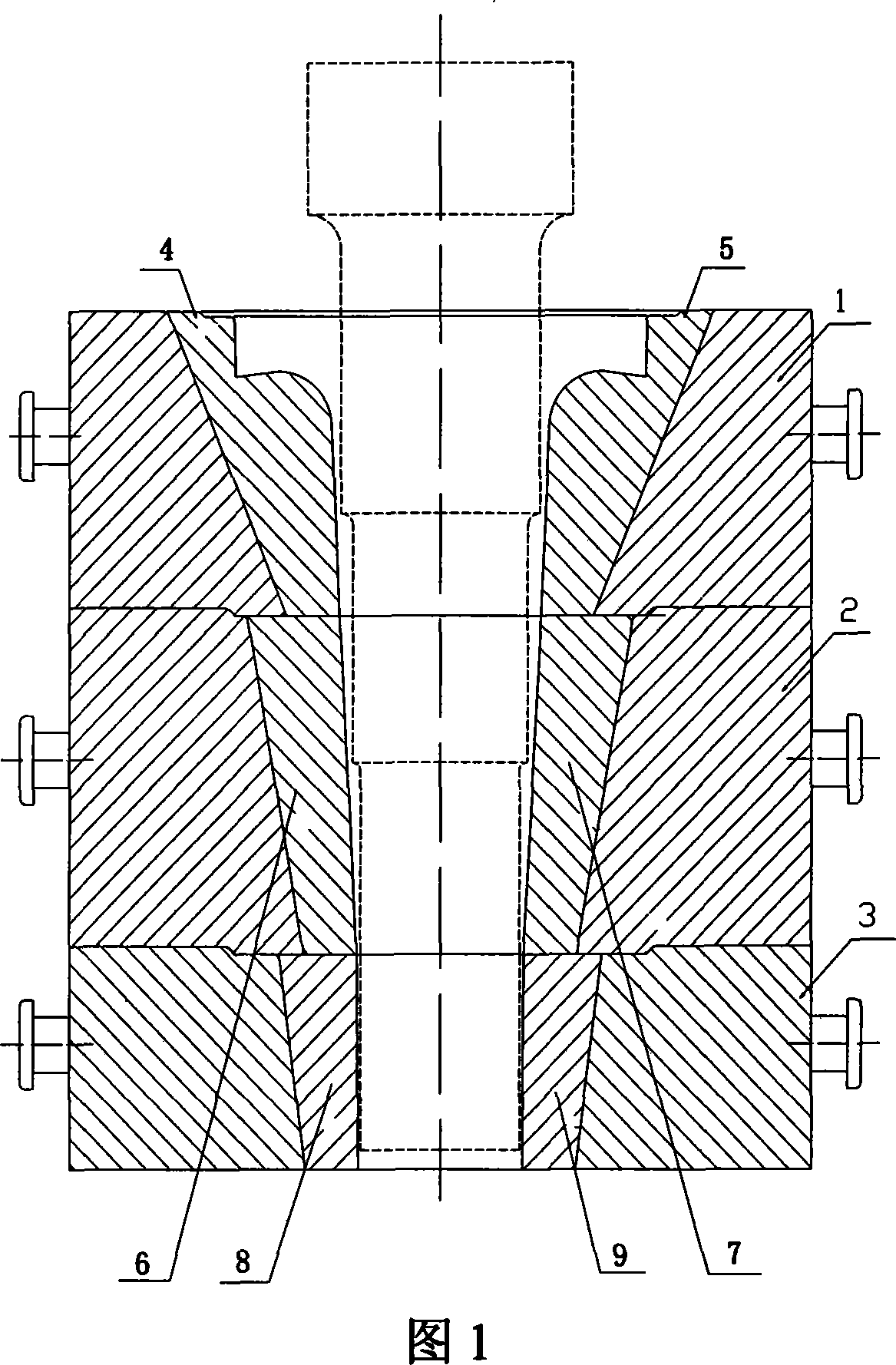
[0015] The main technological process of the forging of the present invention is as follows: heating → chamfering, cutting nozzle → upsetting, elongating and compacting → blanking → preform → die forging, firstly the preform is forged by free forging on a large hydraulic press, and then Put the preform in the mold and forge the die forgings close to the size of the finished ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More