Non warping surface grinding method for angular-contact roller bearing ferrule
A thrust roller bearing and surface grinding technology, which is applied in the field of bearing processing, can solve problems such as bearing parts that cannot meet the use requirements, loose workpieces, and serious workpiece warping, to ensure flatness, ensure parallelism, and reduce elastic deformation. degree of effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
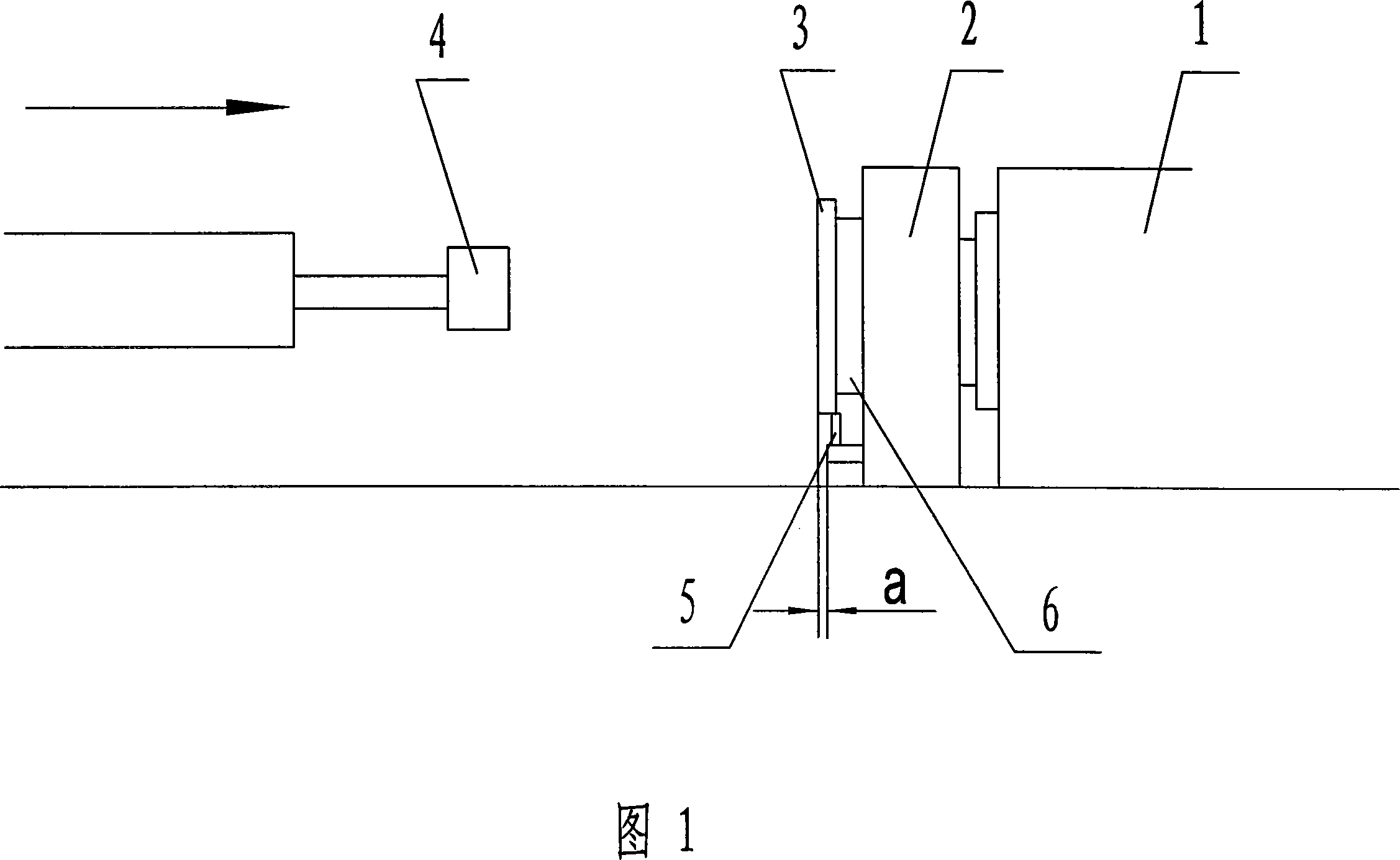
[0017] The non-warping surface grinding method of the thrust roller bearing ring of the present invention uses an electromagnetic centerless card as a tooling fixture on the machine tool, and installs the workpiece of the thrust roller bearing ring on the fixture, together with the grid on the electromagnetic centerless card Rotate and use the end face of the inner diameter grinding wheel to grind the end face of the bearing ring. The surface grinding method includes the following steps:
[0018] 1. Install the electromagnetic centerless card suitable for the workpiece on the machine tool, and install the grid suitable for the workpiece on the electromagnetic centerless card.
[0019] a) Select an electromagnetic centerless card suitable for the workpiece according to the size requirements, and install it on the machine tool;
[0020] b) Select the appropriate fence size. Requirements: The outer diameter of the fence is smaller than the outer diameter of the workpiece, and th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More