

Method for producing low alloyed steel continuous casting circular tube blank with a diameter of 350-400mm
The invention relates to a low-alloy steel and production method technology, which is applied in the production field of continuous casting round tube billets of low-alloy steel with a diameter of Ф350-Ф400mm, and can solve problems such as excessive deformation of the billet.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0056] The production method of the low-alloy steel continuous casting circular tube billet with a diameter of Φ350-Φ400mm of the present invention will be described in conjunction with the accompanying drawings and embodiments.
[0057] The following takes the Φ400mm billet as an example to illustrate:
[0058] 1. Select the round tube billet crystallizer process conditions when the ratio of the arc radius R of the continuous casting machine to the diameter D of the low alloy steel continuous casting round tube billet is R / D = 26.25 ~ 30
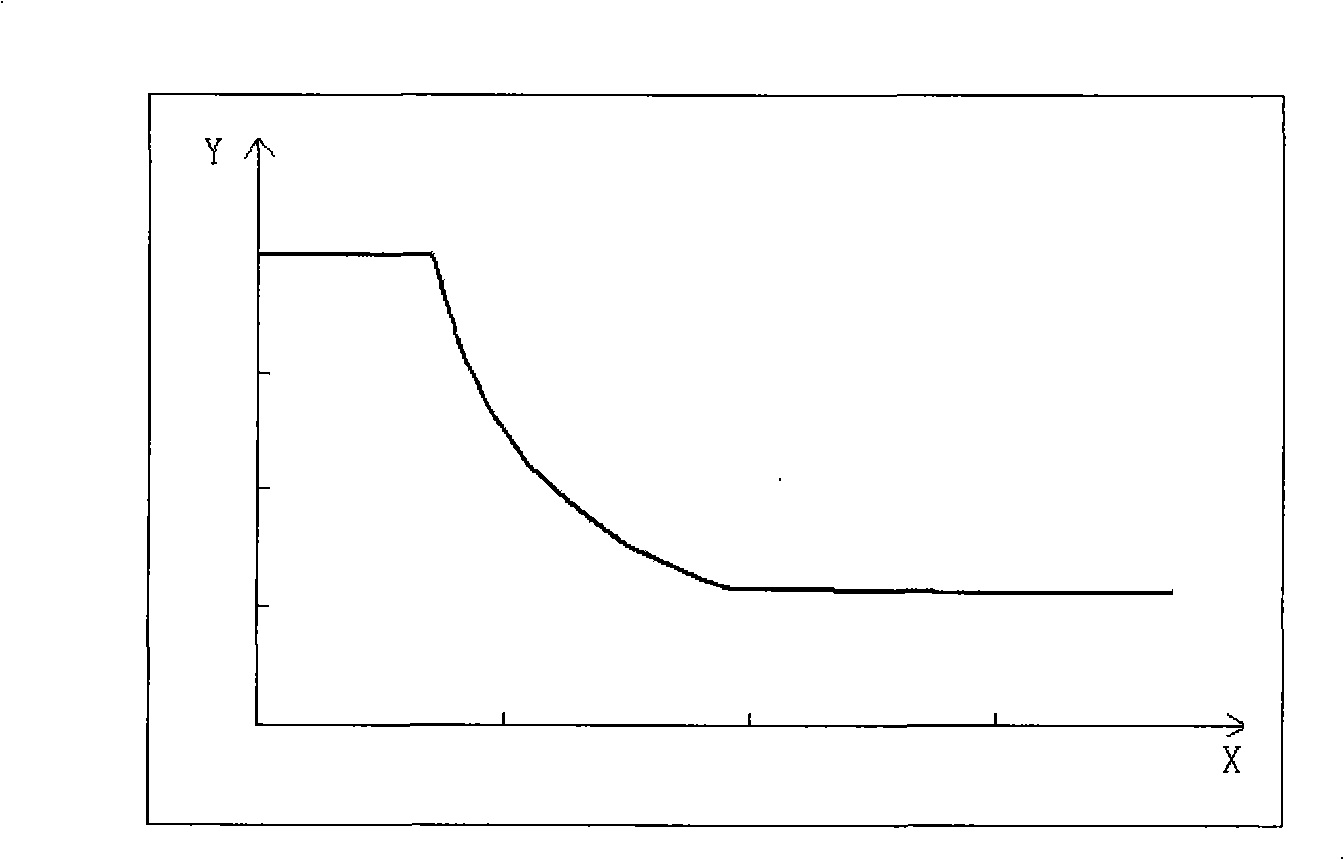
[0059] ① Mold copper tube taper design, such as figure 1 As shown, the following two equations (1) and (2) can be used to describe the change curve of the taper along the longitudinal direction of the copper tube:
[0060] y=a 0
[0061] y = a - b ( x - 75 ) ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More