

Fuzzy control method of TIG welding source ring closure
A fuzzy control algorithm and fuzzy control technology, applied in welding equipment, control/regulation systems, manufacturing tools, etc., can solve the problem of welding current and voltage deviation from the stable working point, achieve good control effect, reduce peripheral devices, and respond quickly Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] The closed-loop fuzzy control method of the TIG welding power source of the present invention will be described in further detail below.
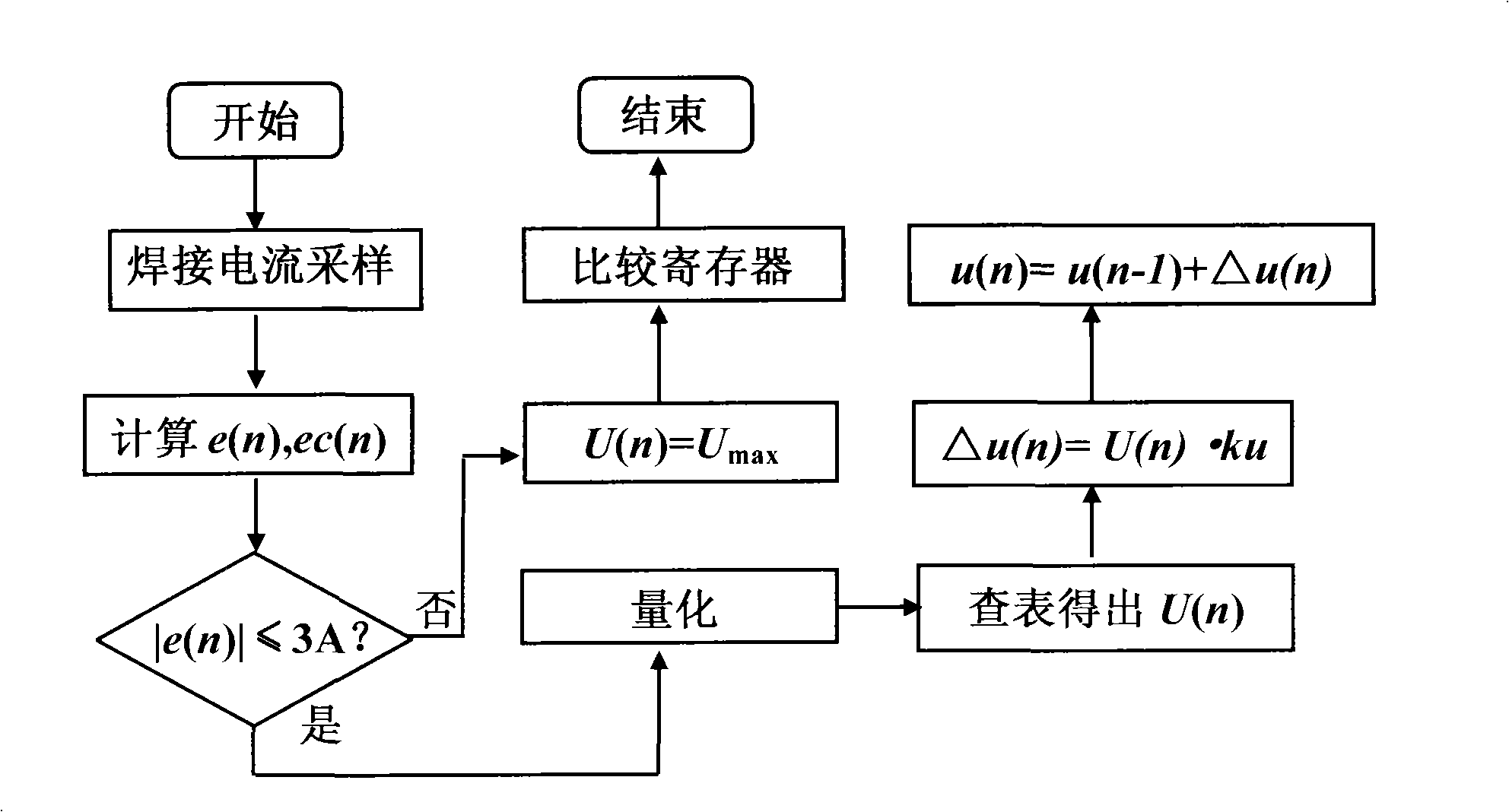
[0018] See image 3 As shown, the closed-loop fuzzy control method of the TIG welding power source of the present invention includes the steps:
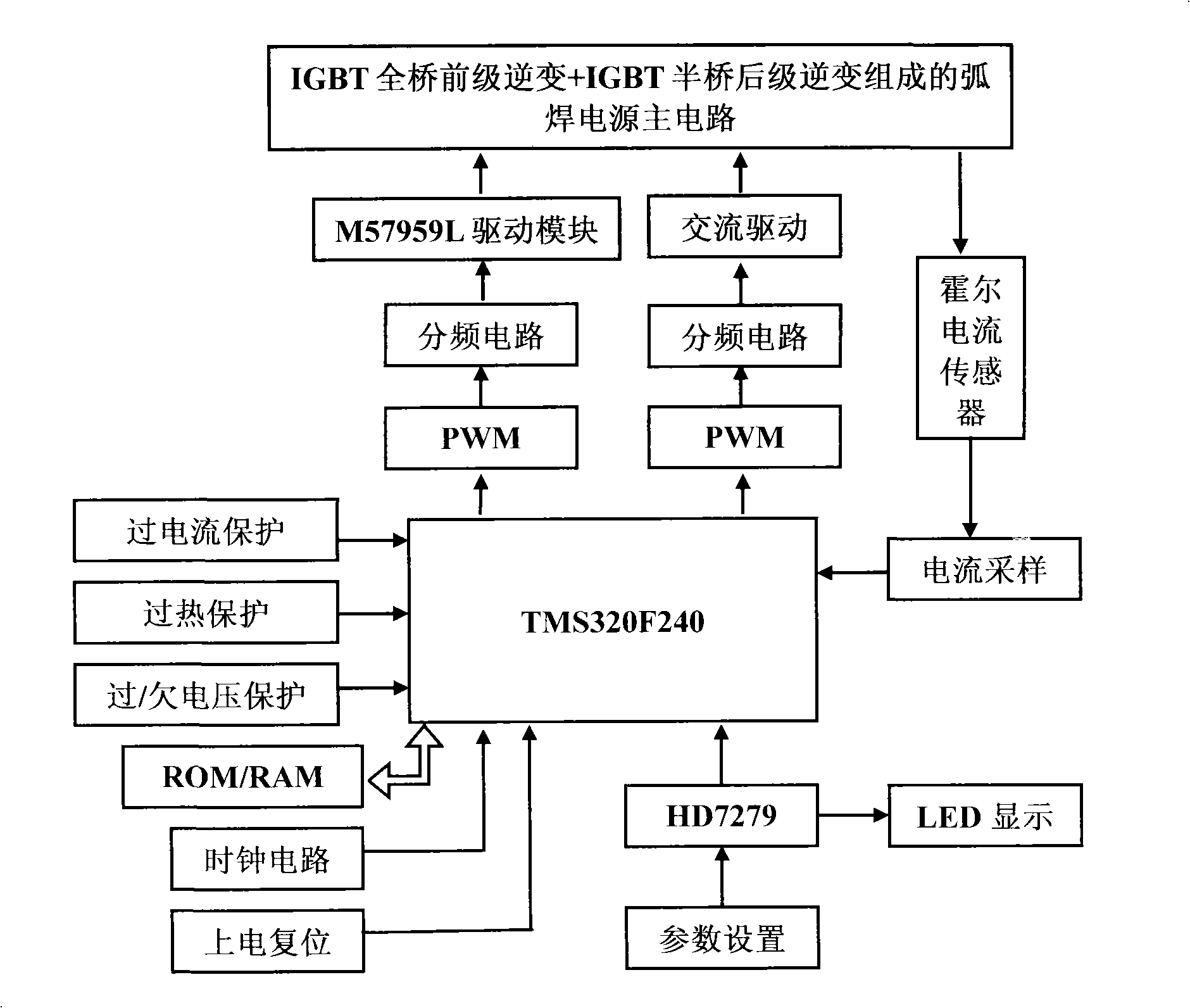
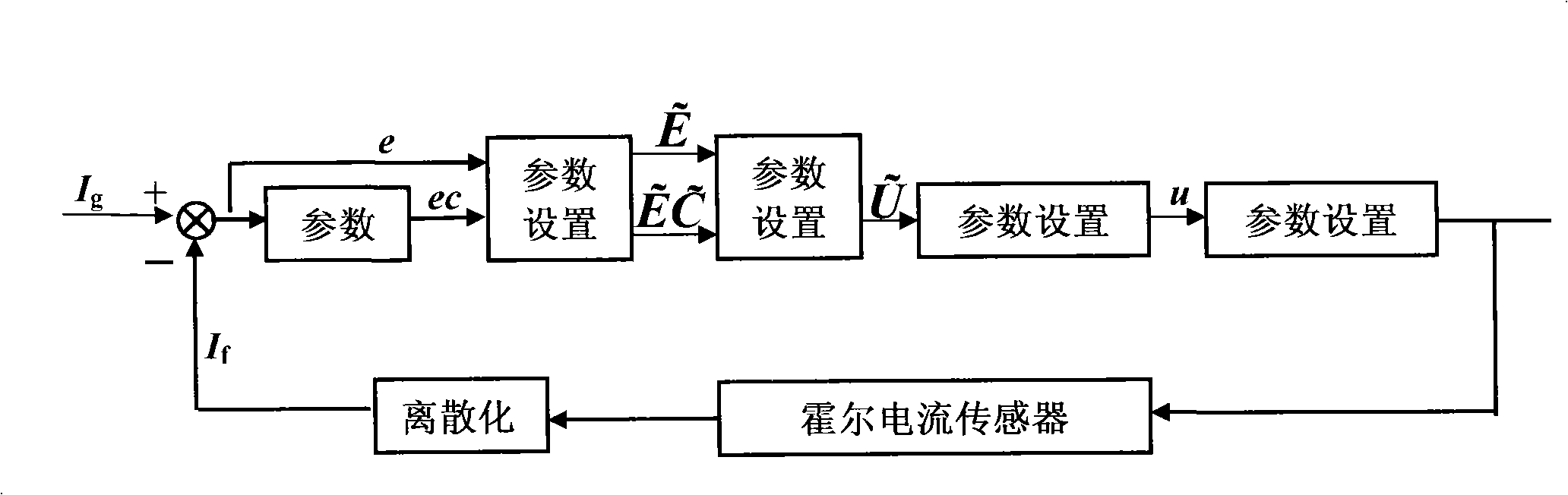
[0019] 1) The arc current is detected by the current sampling unit and converted into the corresponding voltage signal. After filtering and limiting, the arc current enters the A / D conversion channel of the DSP and converted into a digital discrete value I f , CPU comparison I f And preset welding current variable I g , Get the deviation e and the deviation change rate ec; 2) DSP runs the fuzzy control algorithm program according to e and ec, finds the control signal u needed to eliminate e, and transmits it to the built-in PWM module of the DSP to directly control the PWM output by the DSP Pulse width to control the output current.
[0020] In a specific embodiment of the present invention, th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More