

Method for welding target material and back board
A welding method and backplate technology, which is applied in the direction of welding medium, welding equipment, welding/welding/cutting items, etc., can solve the problems of affecting the welding effect of target components and the easy oxidation of tantalum targets, so as to improve the bonding strength of brazing , Improve the effect of infiltration and fusion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
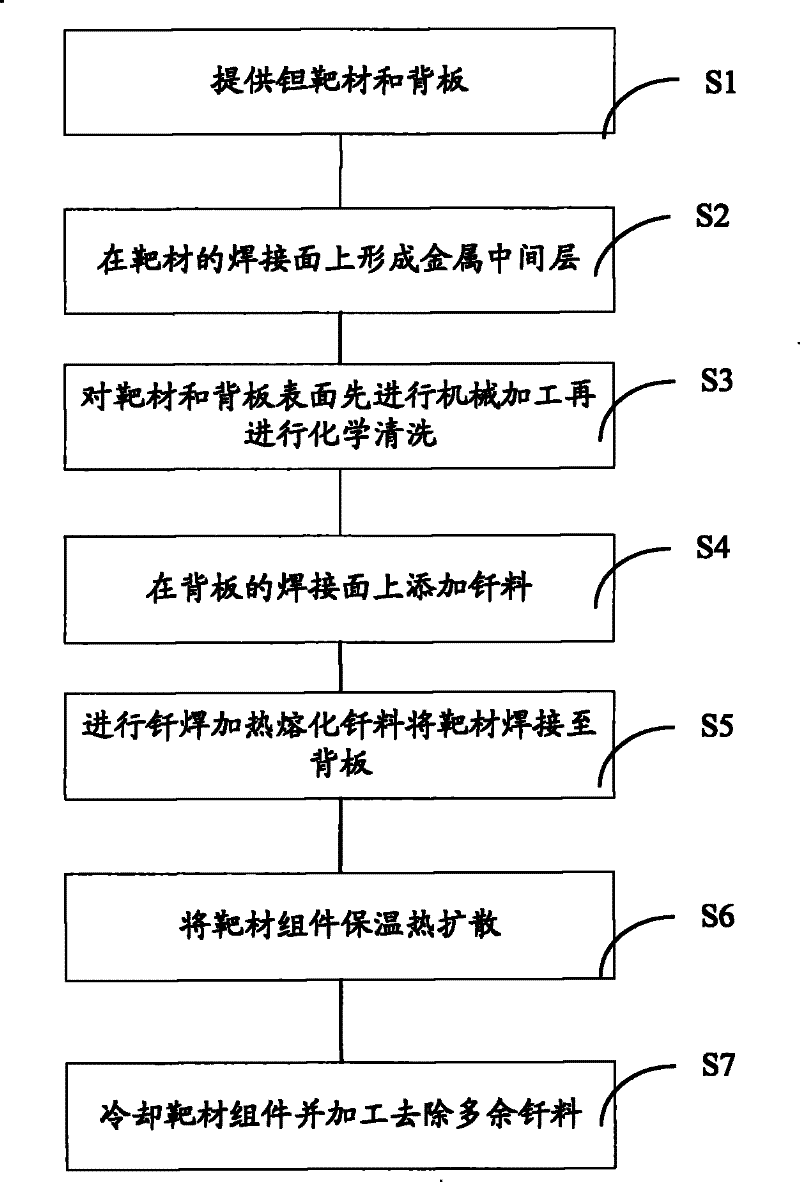
[0040] The following are the process steps and welding results of brazing the 99.99% high-purity Ta target and the 6061Al alloy back plate:
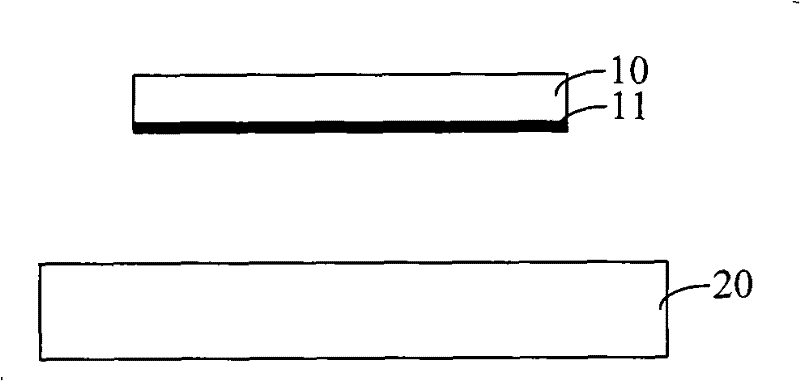
[0041] (1) Form a metal interlayer on the surface of the target: use plasma spraying technology to form a metal interlayer on the welding side of the Ta target, specifically, use the plasma arc driven by direct current as the heat source, and use Cu or Ni-Cr alloy, etc. The material soaked with solder is heated to a molten or semi-molten state, and sprayed at a high speed to the surface of the pretreated Ta blank to form a firmly adhered metal layer with a thickness of 400um.
[0042] (2) Surface processing of the target material and the back plate: Machining the surface of the Ta target and the surface of the 6061Al alloy back plate to make them bright, and the smoothness reaches 0.2-1.6um.
[0043] (3) Chemical cleaning of the target material and the back plate: the Ta target is first cleaned with an acid solution, and then cleaned wit...
Embodiment 2
[0052] The following are the process steps and welding results of brazing the 99.995% high-purity Ta target and the ZL105 aluminum alloy back plate:
[0053] (1) Form a metal interlayer on the surface of the target: use plasma spraying technology to form a metal interlayer on the welding side of the Ta target, specifically, use the plasma arc driven by direct current as the heat source, and use Cu or Ni-Cr alloy, etc. The material soaked with solder is heated to a molten or semi-molten state, and sprayed at high speed to the surface of the pretreated Ta blank to form a firmly adhered metal layer with a thickness of 200um.
[0054] (2) Surface processing of the target material and the back plate: Machining the surface of the Ta target and the surface of the ZL105 aluminum alloy back plate to make them bright, and the smoothness reaches 0.2-1.6um.
[0055] (3) Chemical cleaning of the target material and the back plate: the Ta target is first cleaned with an acid solution, and t...
Embodiment 3
[0064] The following are the process steps and results of brazing the 99.99% high-purity Ta target and the brass back plate:
[0065] (1) Form a metal interlayer on the surface of the target: use plasma spraying technology to form a metal interlayer on the welding side of the Ta target, specifically, use the plasma arc driven by direct current as the heat source, and use Cu or Ni-Cr alloy, etc. The material soaked with solder is heated to a molten or semi-molten state, and sprayed at high speed to the surface of the pretreated Ta blank to form a firmly adhered metal layer with a thickness of 200um.
[0066] (2) Surface processing of the target material and the back plate: Machining the surface of the Ta target and the surface of the brass back plate to make them bright, and the smoothness reaches 0.2-3.2um.
[0067] (3) Chemical cleaning of the target material and the back plate: the Ta target is first cleaned with an acid solution, and then cleaned with an organic solvent; an...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More