

High-counter-pressure casting method for high-tensile and high-density aluminum silicon alloy
An aluminum-silicon alloy and differential pressure casting machine technology, which is applied in the field of casting technology and alloy preparation, can solve the problems that it is difficult to meet the production of high mechanical properties and high-density castings, and the improvement of casting density and internal quality is limited, so as to achieve solidification The effect of speeding up, improving mechanical properties and density, and improving feeding ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0017] Specific implementation mode 1: The steps of a high-pressure differential pressure casting method for a high-strength, toughness and high-density aluminum-silicon alloy in this embodiment are:
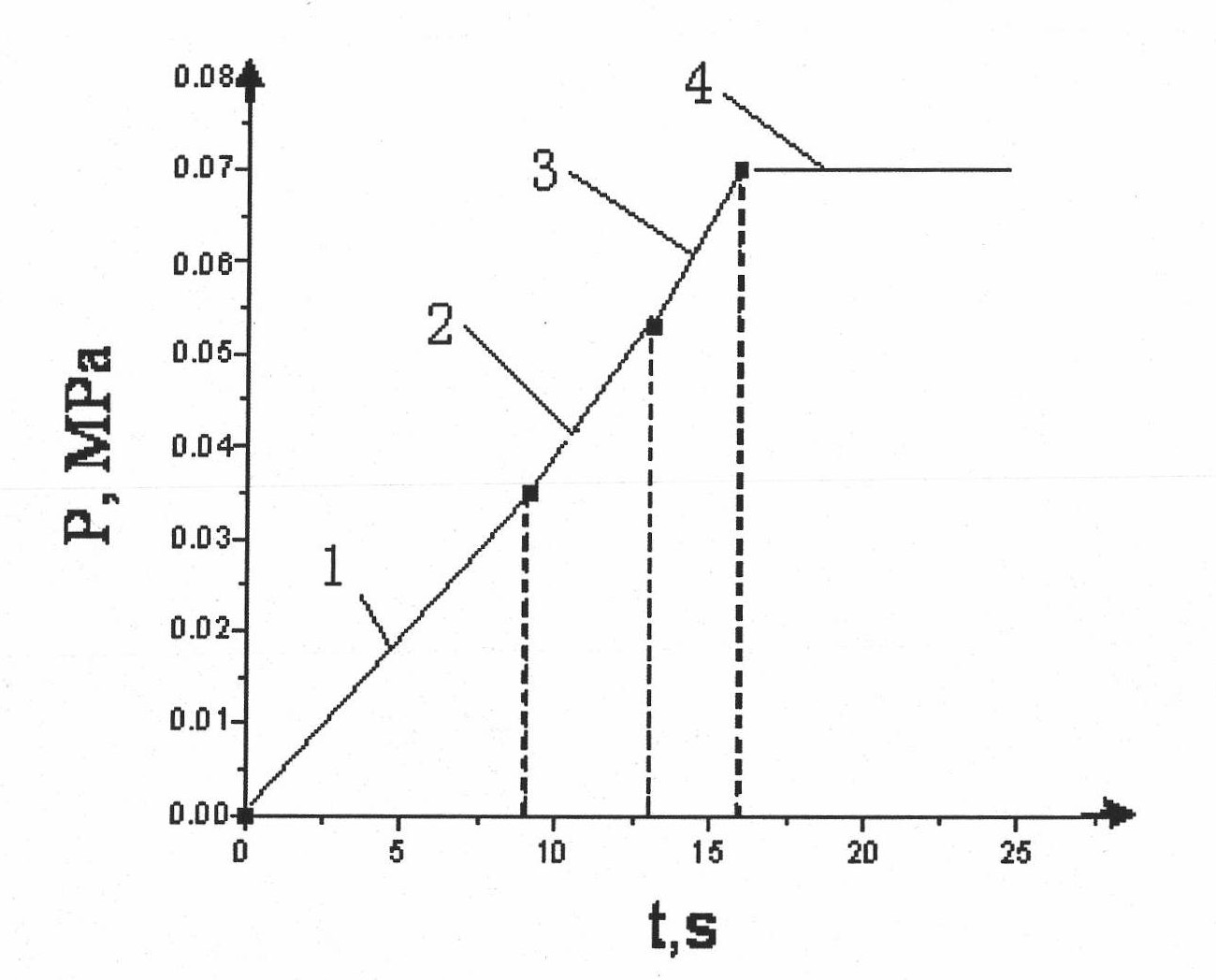
[0018] Step 1: Adjust the differential pressure casting machine: increase the thickness of the upper and lower working tank walls of the differential pressure casting machine to 14mm respectively, adjust the low-pressure air valve of the air circuit control system to a high-pressure air valve, and adjust the locking force of the locking ring Make the working pressure of the differential pressure casting machine reach 3.0MPa, forming a high pressure differential pressure casting machine;
[0019] Step 2: Preparation of Al-Si Alloy:
[0020] a. Weigh high-strength, toughness and high-density aluminum-silicon alloy raw materials: Weigh 32.3% to 43.2% of high-purity aluminum with a mass purity of 99.99wt%, 0.4% to 0.6% of high-purity magnesium with a mass purity of 99.99wt%, and 54....
specific Embodiment approach 2
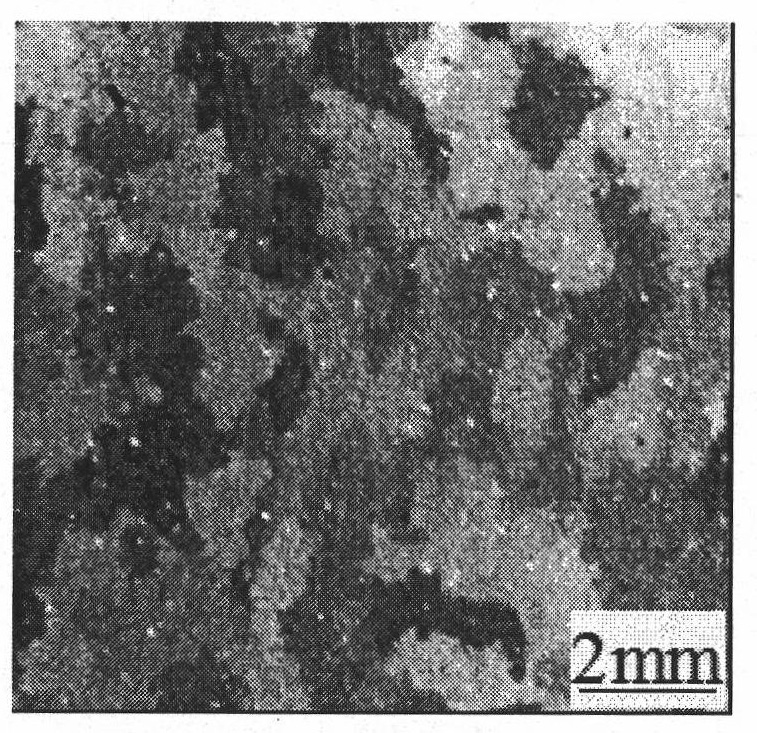
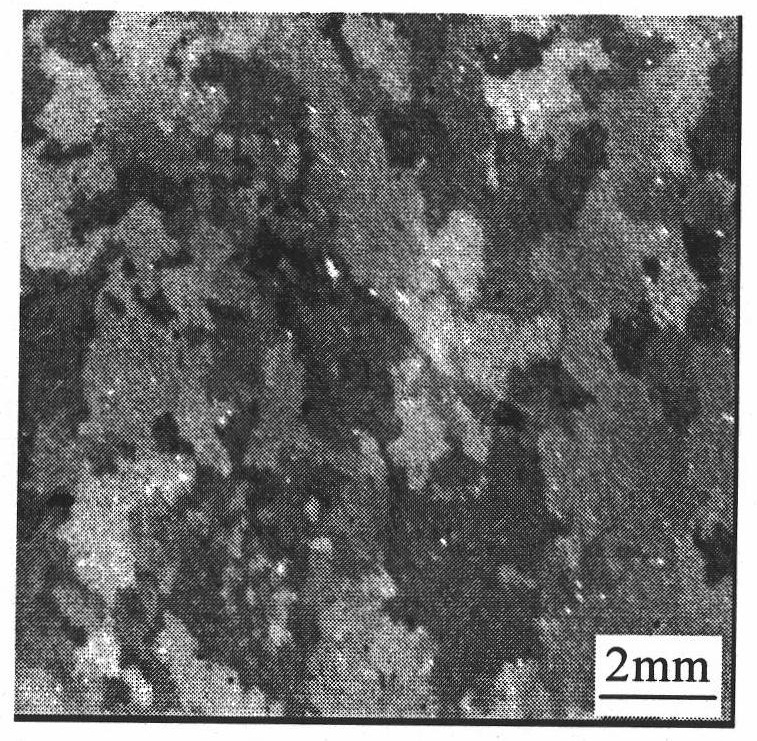
[0028] Specific embodiment two: the difference between this embodiment and specific embodiment one is that in the a of step two, 35.3% of the mass purity is 99.99wt% high-purity aluminum, 0.6% of the mass purity is 99.99wt% high-purity magnesium, 60.6% Al-12Si master alloy, 0.5% Al-10Sr master alloy and 3% Al-5Ti-1B master alloy. Compared with ordinary differential pressure casting, the aluminum-silicon alloy obtained under high differential pressure in this embodiment has a further reduced grain size, a further increased density of the aluminum-silicon alloy, improved density, and improved mechanical properties of the casting. Other steps and parameters are the same as those in Embodiment 1.
specific Embodiment approach 3
[0029]Specific embodiment three: the difference between this embodiment and specific embodiment one is that in the a of step two, 38.5% of the mass purity is 99.99wt% high-purity aluminum, 0.5% of the mass purity is 99.99wt% high-purity magnesium, 57.6% Al-12Si master alloy, 0.4% Al-10Sr master alloy and 3% Al-5Ti-1B master alloy. Compared with ordinary differential pressure casting, the aluminum-silicon alloy obtained under high differential pressure in this embodiment has a further reduced grain size, a further increased density of the aluminum-silicon alloy, improved density, and improved mechanical properties of the casting. Other steps and parameters are the same as those in Embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More