

Casting method of movable and fixed vortex casting pieces of compressor
A fixed vortex and casting technology, applied in the field of vortex casting, can solve the problems of molding equipment standby, narrow process range, and small solidification shrinkage, so as to relax the requirements of molten iron chemical composition and pouring temperature, and reduce production cost, the effect of eliminating hot joints in the dedendum
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
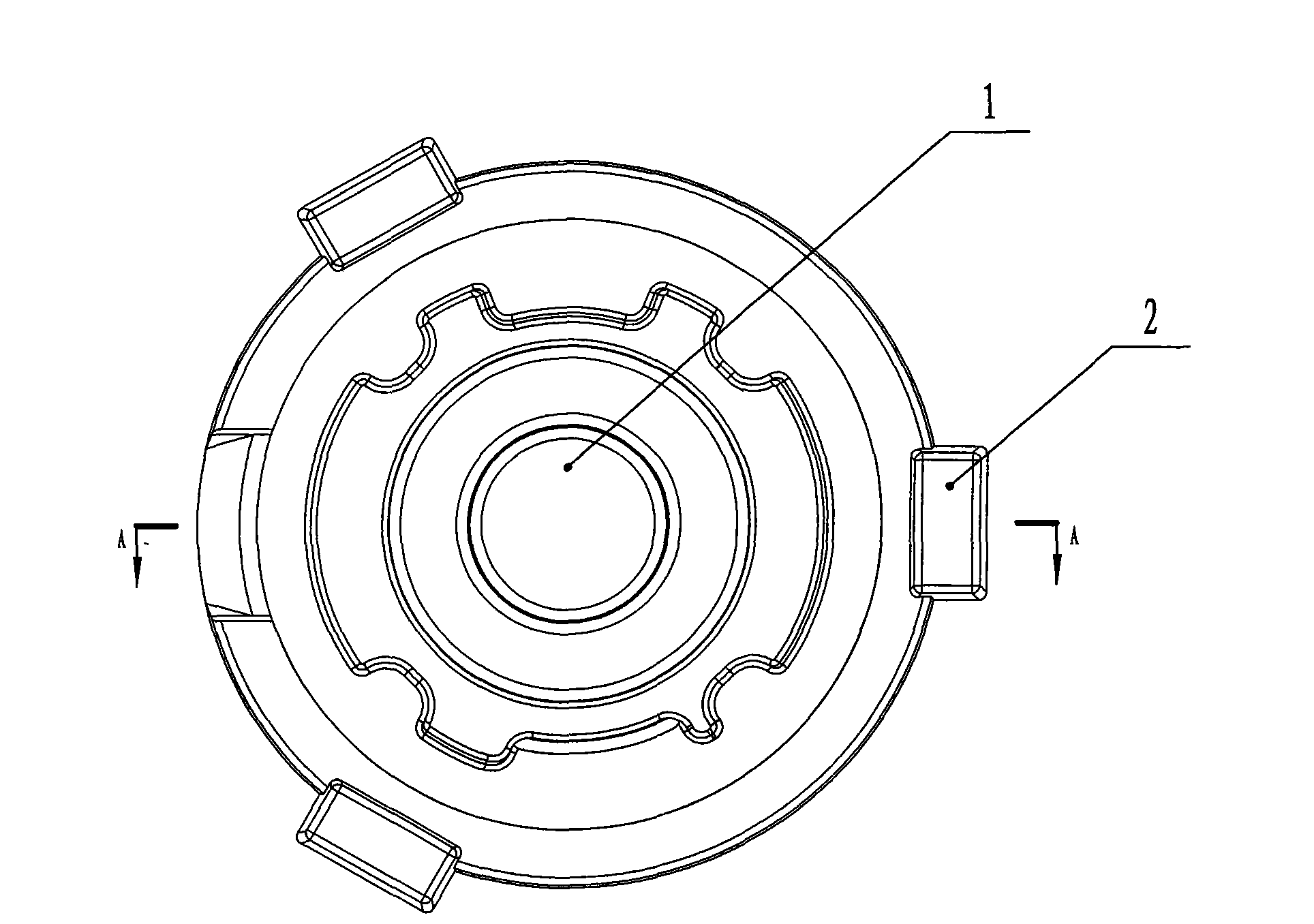
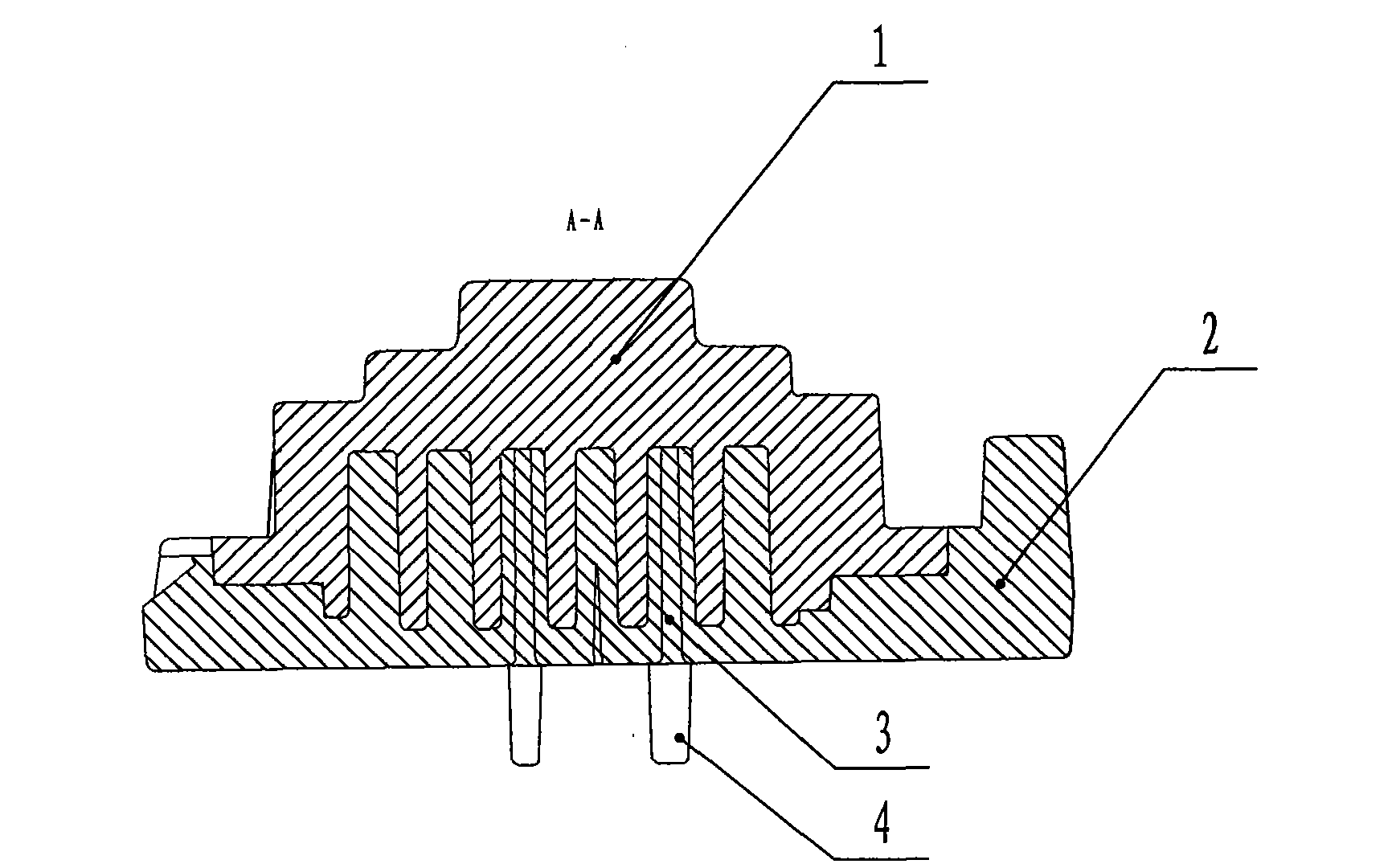
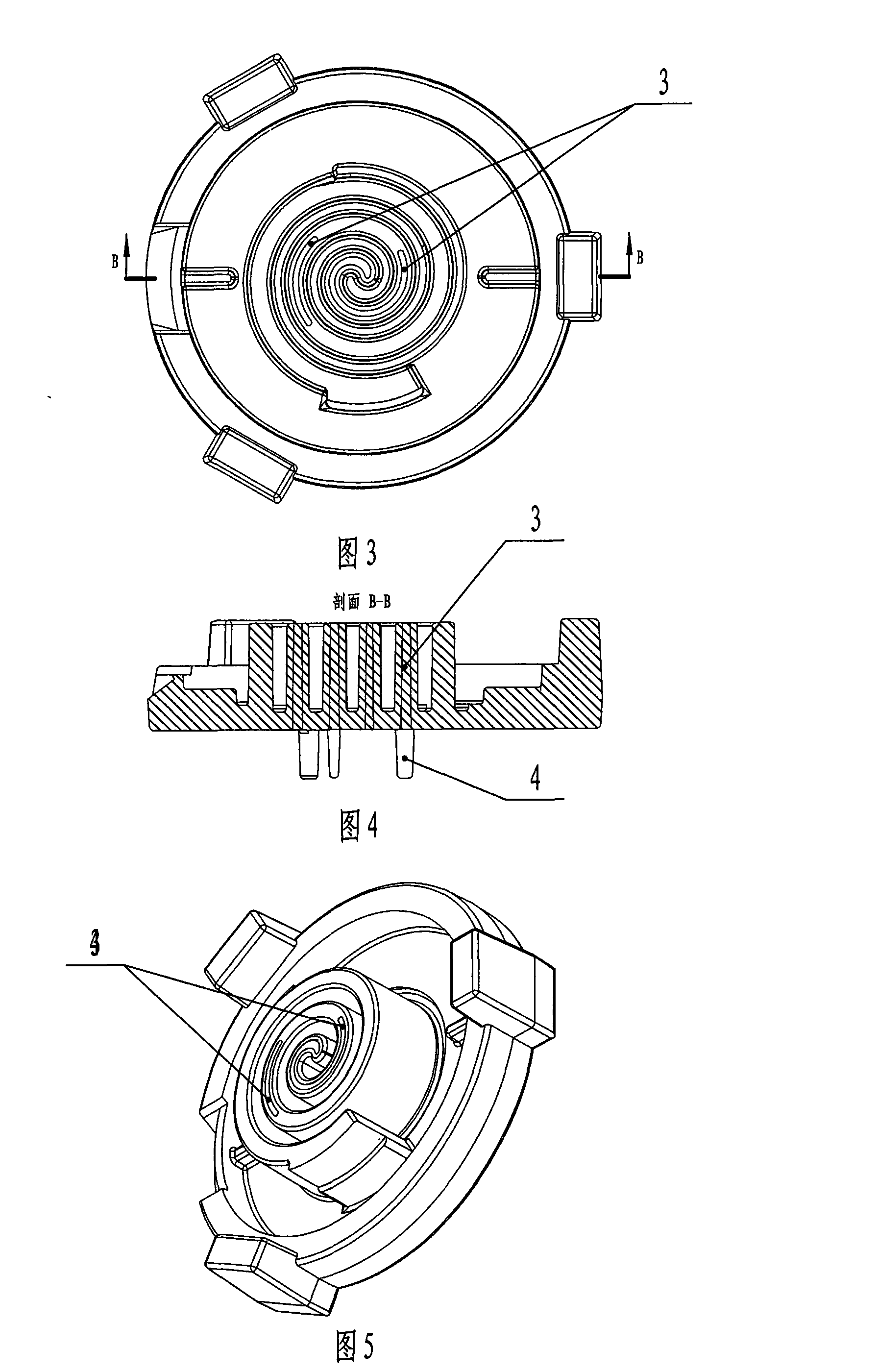
[0025] The invention discloses a method for casting compressor moving and fixed scroll castings. The conformal chilled iron 3 is embedded in the casting 1 at the corresponding position of the core box and then sand is shot to produce a sand core with conformable chilled iron 3. 2; Put the sand core 2 with the conformal cold iron 3 into the mold, and combine the feeder feeding process to cast the casting 1 (such as figure 1 , 2 Shown).
[0026] When the scroll casting is solidified, the sand core 2 sandwiched between the scroll teeth has a heat preservation effect and becomes the final solidification hot spot. The intersection of the moving and fixed scroll teeth roots and the chassis in the scroll compressor follows the vortex. There are narrow and long heat joints with closed loops in the direction, and the shrinkage porosity and shrinkage holes formed at these hot joints have a great influence on the mechanical properties of the casting 1 and bring great safety hazards to produc...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More