

Isothermal forging method for titanium alloy blade
An isothermal forging and titanium alloy technology, applied in the field of warm forging, can solve the problems that the structure and properties are difficult to meet higher technical requirements, the mold does not have a good fixing method, and the temperature difference is large, so as to reduce the mechanical processing steps and mechanical properties. The effect of improving and improving the accuracy of forgings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] Apply a lubricant on the surface of the pre-forged titanium alloy blade blank, and the thickness of the lubricant is 0.3mm; preheat the high-temperature rotary hearth furnace to 950±10°C, and then place the blade blank in the high-temperature rotary hearth furnace. The blade blank is heated to 950±10°C.
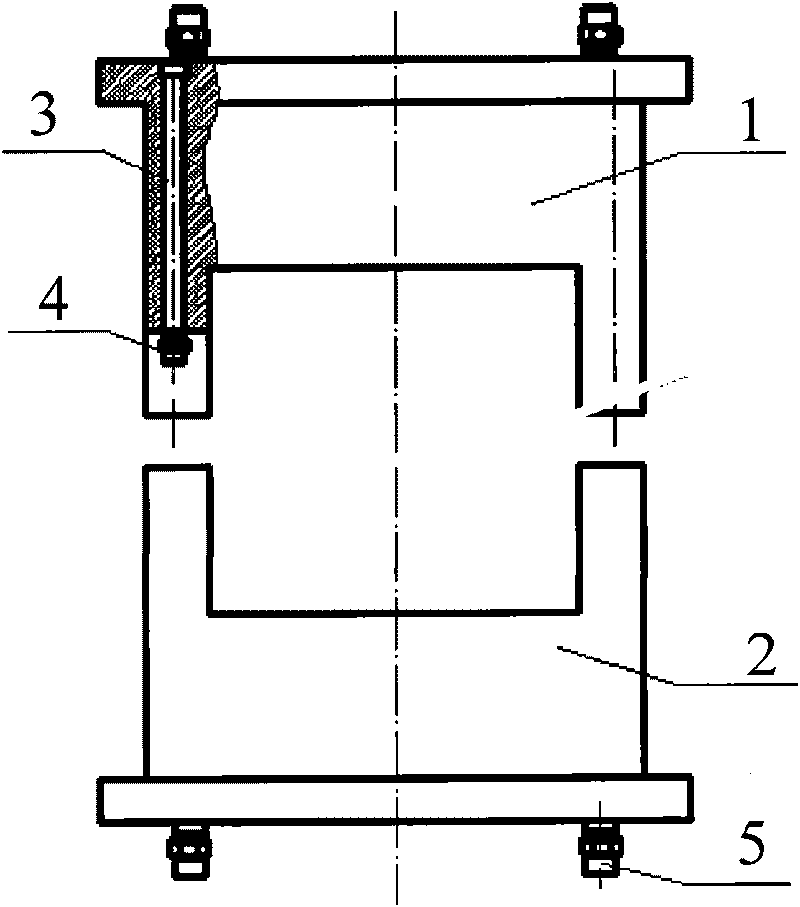
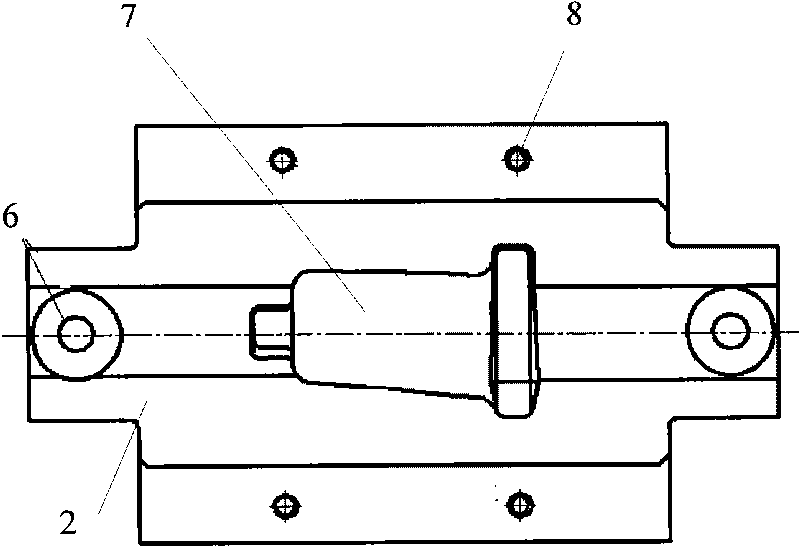
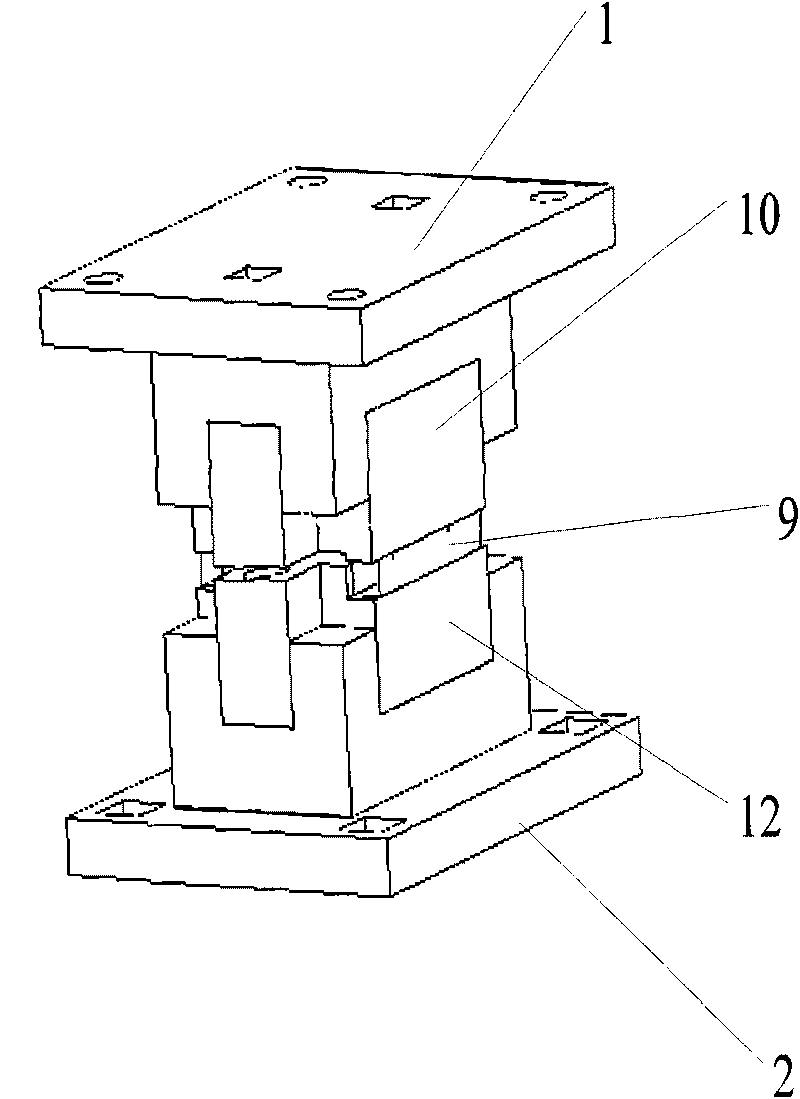
[0031] Fix the two bearing pads on both sides of the lower mold base with bolts respectively, fix the lower mold base in the isothermal forming heater with bolts, fix the upper and lower molds on the upper and lower mold bases with bolts respectively, and the mold and mold base The matching clearance of the surface is ≤0.5mm.
[0032] Fix the isothermal forming heater on the hydraulic press, energize and heat the isothermal forming heater, raise the temperature of the upper and lower molds and upper and lower mold bases to 930°C, and keep them warm for 5 hours.
[0033] Take the blade blank from the high-temperature rotary hearth furnace and put it into the upper and ...
Embodiment 2
[0036] Apply a lubricant on the surface of the pre-forged titanium alloy blade blank, and the thickness of the lubricant is 0.4mm; preheat the high-temperature rotary hearth furnace to 950±10°C, and then place the blade blank in the high-temperature rotary hearth furnace. The blade blank is heated to 950±10°C.
[0037] Fix the two bearing pads on both sides of the lower mold base with bolts respectively, fix the lower mold base in the isothermal forming heater with bolts, fix the upper and lower molds on the upper and lower mold bases with bolts respectively, and the mold and mold base The matching clearance of the surface is ≤0.5mm.
[0038] Fix the isothermal forming heater on the hydraulic press, energize and heat the isothermal forming heater, raise the temperature of the upper and lower molds and upper and lower mold bases to 920°C, and keep them warm for 4 hours.
[0039] Take the blade blank from the high-temperature rotary hearth furnace and put it into the upper and ...
Embodiment 3
[0042] Apply a lubricant on the surface of the pre-forged titanium alloy blade blank, and the thickness of the lubricant is 0.5mm; preheat the high-temperature rotary hearth furnace to 950±10°C, and then place the blade blank in the high-temperature rotary hearth furnace. The blade blank is heated to 950±10°C.
[0043] Fix the two bearing pads on both sides of the lower mold base with bolts respectively, fix the lower mold base in the isothermal forming heater with bolts, fix the upper and lower molds on the upper and lower mold bases with bolts respectively, and the mold and mold base The matching clearance of the surface is ≤0.5mm.
[0044] Fix the isothermal forming heater on the hydraulic press, energize the isothermal forming heater to heat, raise the temperature of the upper and lower molds and the upper and lower mold bases to 900°C, and keep them warm for 3 hours.
[0045] Take the blade blank from the high-temperature rotary hearth furnace and put it into the upper a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More