

IMD (In-Mole Decoration) injection molding PC/ABS (Polycarbonate/Acrylonitrile Butadiene Styrene) composite material and preparation method
A composite material and polycarbonate technology, applied in the field of polymer materials, can solve problems such as warpage deformation and inability to assemble, and achieve the effect of improving dimensional stability, environmental friendliness, and solving the warpage deformation of secondary stamping
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
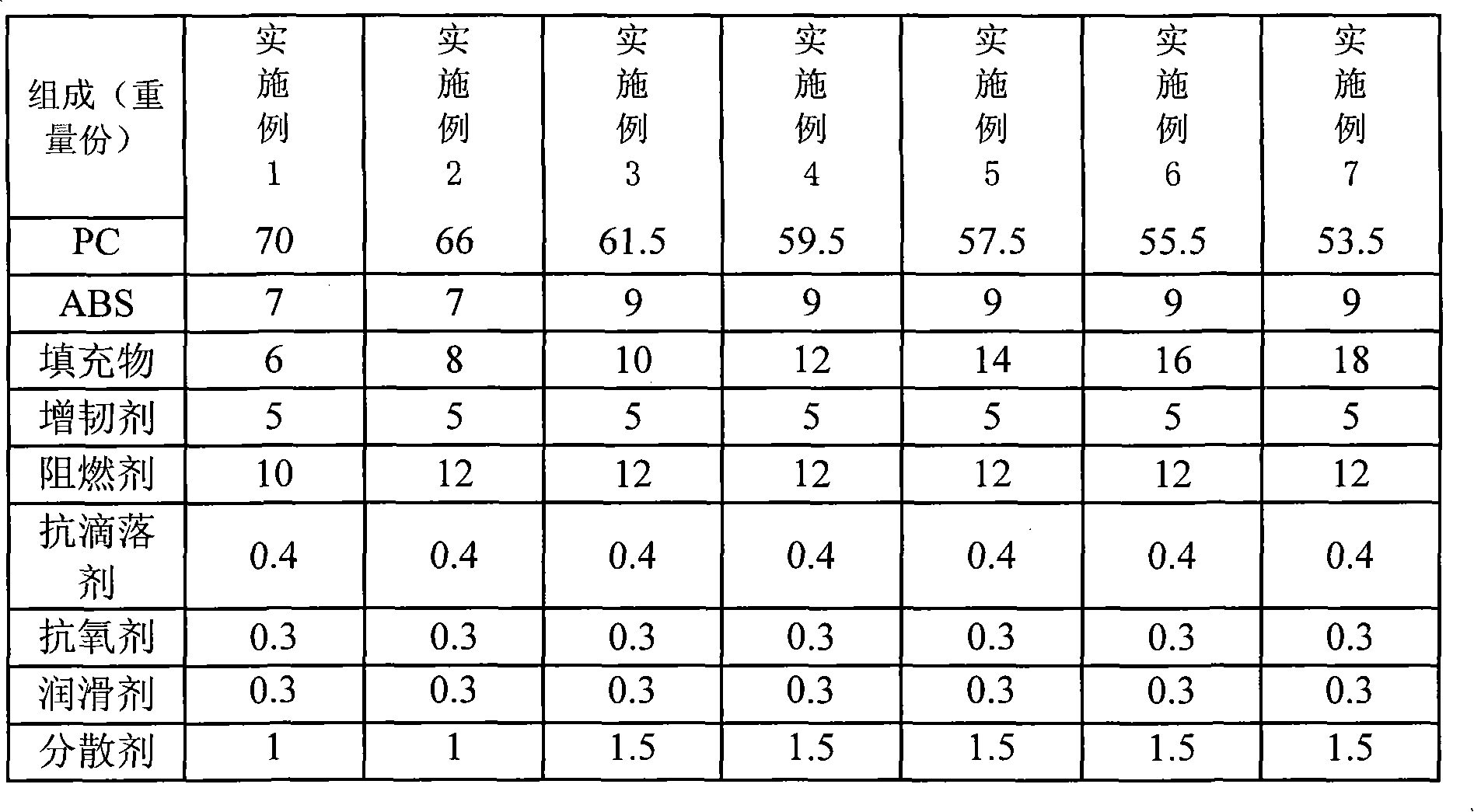
[0041] Example 1, 70 parts by weight of PC powder (27 parts of ML5221+43 parts of ML5721), 7 parts of ABS (C 29292), 6 parts of filler (2000 mesh active talcum powder), 5 parts of toughening agent (S2001), Dispersant (PE wax) 1%, anti-dripping agent 0.4 parts, antioxidant (50% 1076+50% AO-168) 0.3 parts, lubricant (PETS) 0.3 parts, ductility improver (7042) 2 parts , mixed at low speed for 4 minutes in the mixer and then mixed at high speed for 5.5 minutes, then added from the lower hopper of the twin-screw extruder, 10 parts of flame retardant (BDP) were pumped into the nozzle of the seventh zone of the extruder, and after the melting temperature was 150 --Extruded by twin-screw extruder at 270°C, pelletized. The temperature of each section is: 150°C in the first zone, 150°C in the second zone, 255°C in the third zone, 255°C in the fourth zone, 255°C in the fifth zone, 255°C in the sixth zone, 255°C in the seventh zone, 255°C in the eighth zone, and 260°C at the die head , t...
Embodiment 2
[0042] Example 2, by weight, 66 parts of PC powder (25 parts of ML5221+41 parts of ML5721), 7 parts of ABS (C 29292), 8 parts of filler (2000 mesh active talcum powder), 5 parts of toughening agent (S2001), Dispersant (PE wax) 1%, anti-dripping agent 0.4 parts, antioxidant (50% 1076+50% AO-168) 0.3 parts, lubricant (PETS) 0.3 parts, ductility improver (7042) 2 parts , mixed at low speed for 4 minutes in the mixer and then mixed at high speed for 5.5 minutes, then added from the lower hopper of the twin-screw extruder, 12 parts of flame retardant (BDP) were pumped into the nozzle of the seventh zone of the extruder, and after the melting temperature was 150 --Extruded by twin-screw extruder at 270°C, pelletized. The preparation process is the same as in Example 1.
Embodiment 3
[0043] Example 3, by weight, 61.5 parts of PC powder (20.5 parts of ML5221+41 parts of ML5721), 9 parts of ABS (C 29292), 10 parts of filler (2000 mesh active talcum powder), 5 parts of toughening agent (S2001), Dispersant (PE wax) 1.5%, anti-dripping agent 0.4 part, antioxidant (50% 1076+50% AO-168) 0.3 part, lubricant (PETS) 0.3 part, ductility improver (7042) 2 parts , mixed at low speed for 4 minutes in the mixer and then mixed at high speed for 5.5 minutes, then added from the lower hopper of the twin-screw extruder, 12 parts of flame retardant (BDP) were pumped into the nozzle of the seventh zone of the extruder, and after the melting temperature was 150 --Extruded by twin-screw extruder at 270°C, pelletized. The preparation process is the same as in Example 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| melt flow index | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
| transmittivity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More