

Surfacing method of 12-percent Cr steel high and middle pressure rotor journal of ultra supercritical steam turbine
An ultra-supercritical and steam turbine technology, applied in the field of surfacing welding, can solve the problems of mechanical adhesion and wear of the rotor journal and bearing surface, friction pair mismatch, etc., to reduce technology dependence, ensure smooth operation, and increase economic benefits.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment approach 1
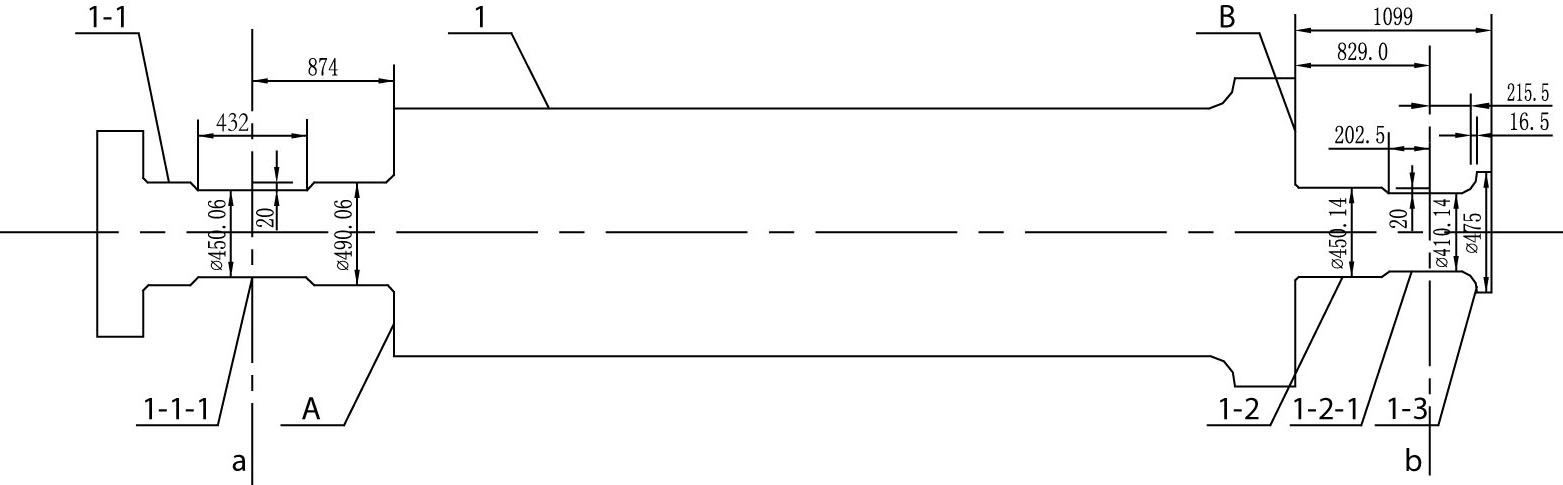
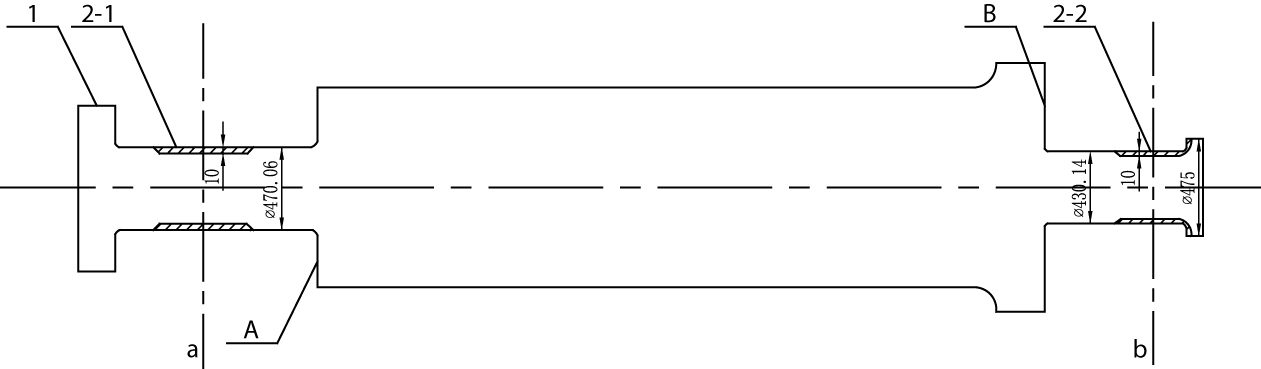
[0013] Specific implementation mode 1: Combination figure 1 with figure 2 To describe this embodiment, this embodiment is implemented through the following steps:
[0014] Step 1. According to the groove shape, size and finish requirements of the drawing, the blank rotor 1 (12%Cr steel rotor, material 14Cr10.5Mo1W1NiVNbN, chemical composition is shown in Table 1, 14 represents the carbon content, and the number after the element symbol represents The approximate content of the element) of the first journal 1-1 and the second journal 1-2 are respectively processed by groove turning, and the first bearing centerline a is determined based on the turning reference plane A, and the first bearing centerline a is the ring groove 1 with a turning length of 432mm at the center, and the turning thickness is 20mm. Both sides of the ring groove 1 are processed with grooves to obtain the first surface to be surfacing 1-1-1; it is determined based on the turning reference plane B The second...
specific Embodiment approach 2
[0021] Specific implementation manner two: combination figure 1 with figure 2 To illustrate this embodiment, it also includes step eight, which is to perform non-destructive inspection on the first surfacing surface 2-1 and the second surfacing surface 2-2 of the blank rotor 1 after the turning and finishing in step seven. (Ultrasonic inspection: there is no linear defect and dense circular defect display, there can be a single circular defect with φ<3.0mm; surface penetration inspection: there is no linear defect, there can be a circular defect with φ<1.0mm), other steps and parameters The same as the first embodiment.
specific Embodiment approach 3
[0022] Specific implementation mode three: combination figure 1 with figure 2 This embodiment will be described. In the surfacing process of step 5, during the intermittent time period of the surfacing welding work, the first surfacing surface 1-1-1 and the second surfacing surface 1-1-1 of the unfinished blank rotor 1 will be explained. The surface to be surfacing 1-2-1 is kept at a temperature of 260℃~320℃. Due to the large amount of surfacing welding, the surfacing of one end of the shaft journal of the blank rotor 1 cannot be completed in one working day. The surfacing work is stopped at night, and the surfacing will continue on the second working day. The heat preservation of the blank rotor 1 can prevent Cracks appear at the surfacing weld, thereby improving the quality of surfacing welding. The other steps and parameters are the same as in the first or second embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More