Core sand mixing process, heated core box core-making process and sand core prepared therefrom
A hot core box and mixing technology, used in manufacturing tools, metal processing equipment, cores, etc., can solve problems such as large mold wear, and achieve the effects of small resin volume, low casting cost, and good collapsibility.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
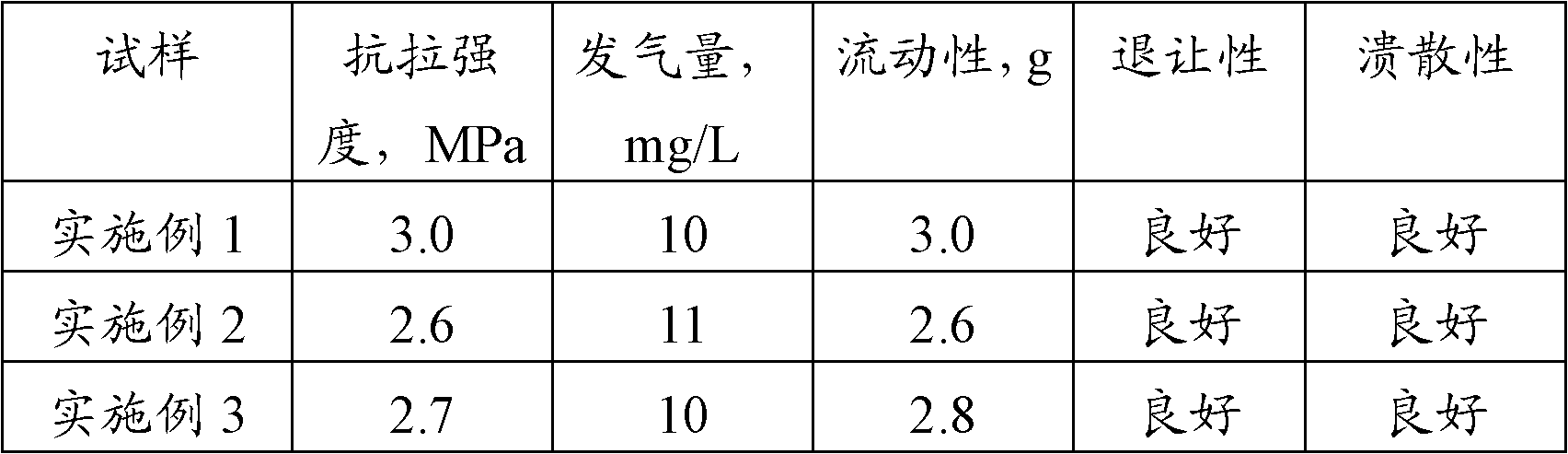
Embodiment 1
[0036] 1) Take ceramic sand and calcined sand and mix them evenly in a sand mixer according to the mass ratio of 4:6. The ceramic sand is produced by Mihe Hongda White Cement Factory in Gongyi City, the model is AFS, and the calcined sand is Chengde Xucheng modeling material. Ltd. production.
[0037] Aqueous solution of urotropine is added to the mixture of ceramic sand and calcined sand. The preparation method of aqueous solution of urotropine is to put urotropine into water at about 50 DEG C to form a supersaturated solution. Then add 301 phenolic resins produced by Changle Hengchang Chemical Co., Ltd. and mix evenly. The quality of 301 phenolic resins is 2.0% of the total mass of ceramic sand and calcined sand. The quality of urotropine in the urotropine aqueous solution is 301 phenolic resins. 22% of resin mass.
[0038] 2) Use the MRB40 core shooter of Suzhou Mingzhi Foundry Equipment Co., Ltd. to set the mixed core sand into shape, and then heat and solidify. The sand ...
Embodiment 2
[0042] 1) Take ceramic sand and calcined sand and mix them evenly in a sand mixer according to the mass ratio of 5:5. The ceramic sand is produced by Mihe Hongda White Cement Factory in Gongyi City, the model is AFS, and the calcined sand is Chengde Xucheng modeling material. Ltd. production.
[0043]Add YCG 103 sulfonic acid curing agent produced by Zhucheng Yongchuang Foundry Material Co., Ltd. to the mixture of ceramic sand and calcined sand, then add YC600 furan resin produced by Zhucheng Yongchuang Foundry Material Co., Ltd. and mix evenly. The quality of YC600 furan resin is The total mass of ceramic sand and calcined sand is 2.2%, and the mass of YCG-103 sulfonic acid curing agent is 25% of the mass of YC600 furan resin.
[0044] 2) Use the MRB40 core shooter of Suzhou Mingzhi Foundry Equipment Co., Ltd. to set the mixed core sand into shape, and then heat and cure it. The sand shooting pressure is 0.5Mpa, the holding temperature is 250°C, and the mold is released after...
Embodiment 3
[0048] 1) Take ceramic sand and calcined sand and mix them evenly in a sand mixer according to the mass ratio of 6:4. The ceramic sand is produced by Mihe Hongda White Cement Factory in Gongyi City, the model is AFS, and the calcined sand is Chengde Xucheng modeling material. Ltd. production.
[0049] Add HTW-208 amine curing agent produced by Suzhou Shengjie Special Resin Co., Ltd. to the mixture of ceramic sand and calcined sand, and then add HTW-608 epoxy resin produced by Suzhou Shengjie Special Resin Co., Ltd. and mix evenly. HTW- The mass of 608 epoxy resin is 2.5% of the total mass of ceramic sand and calcined sand, and the mass of HTW-208 amine curing agent is 28% of the mass of HTW-608 epoxy resin.
[0050] 2) Use the MRB40 core shooter of Suzhou Mingzhi Foundry Equipment Co., Ltd. to set the mixed core sand into shape, and then heat and solidify. The sand shooting pressure is 0.4Mpa, the holding temperature is 240°C, and the mold is released after curing for 120s.
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Refractoriness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com