Instantaneous milling force modeling method in free curve shape part peripheral milling process
A technology of instantaneous milling force and circumferential milling, applied in special data processing applications, instruments, electrical digital data processing, etc., can solve the problem of reducing the computational workload of the instantaneous milling force modeling method and the large computational workload of the instantaneous milling force modeling method. And other issues
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
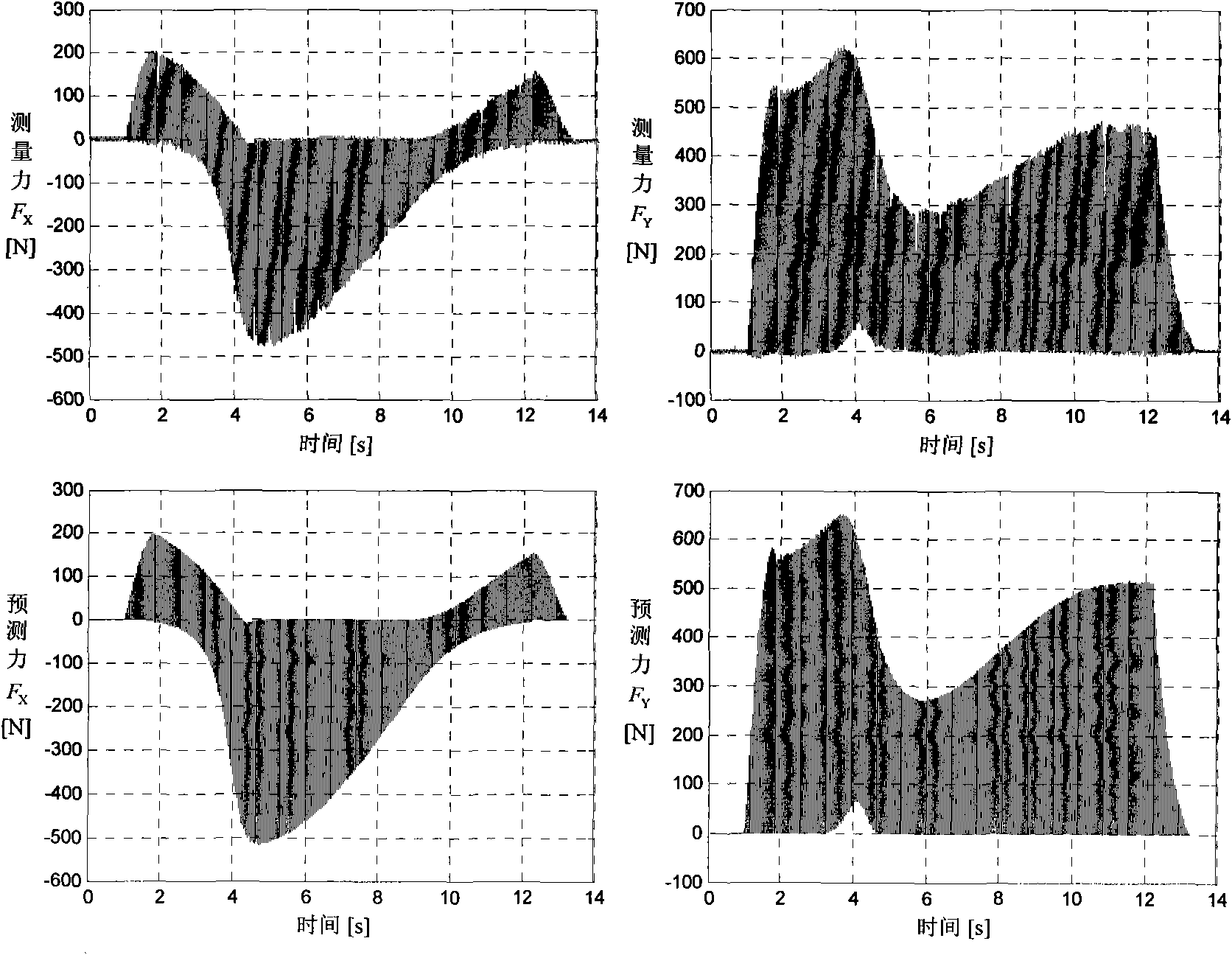
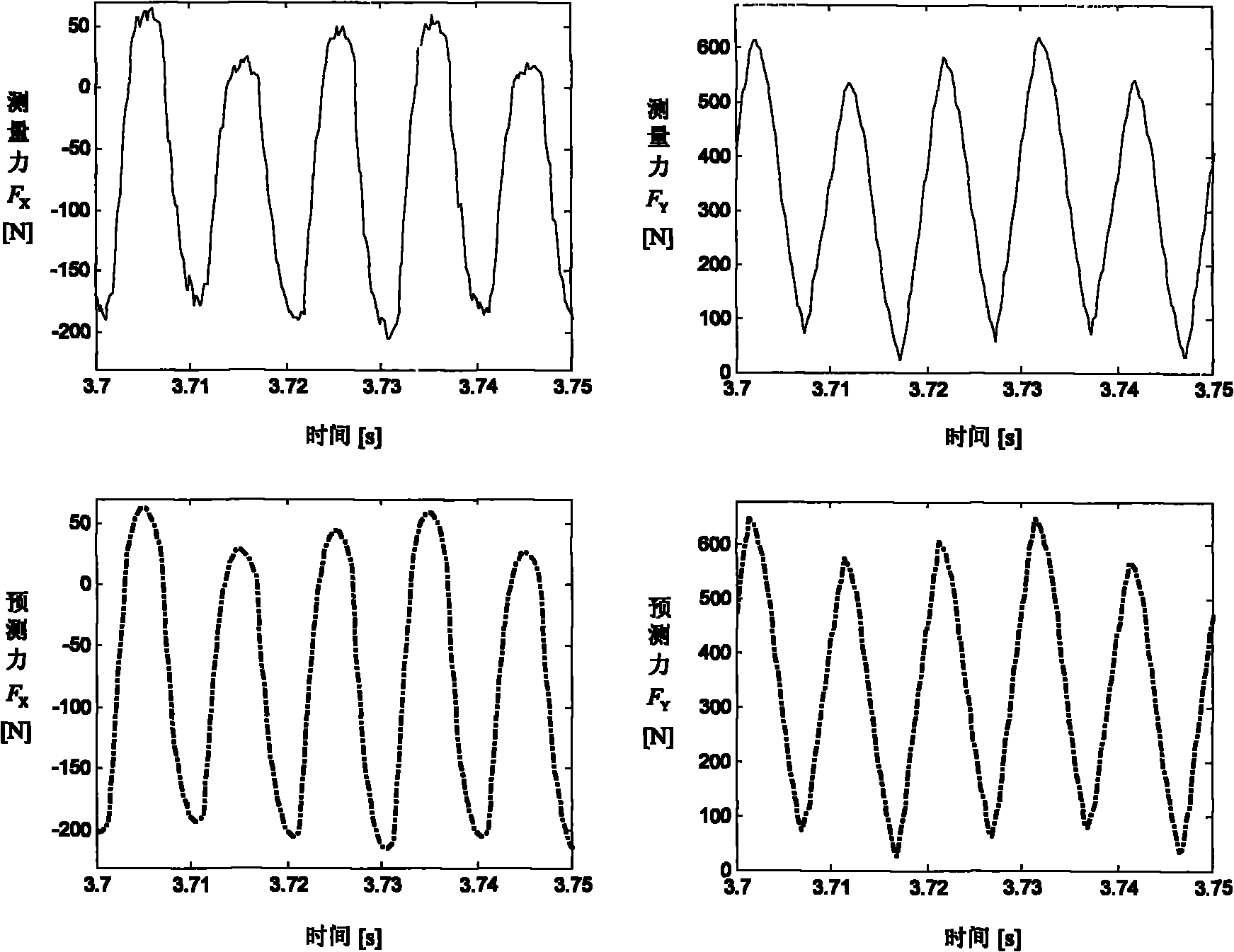
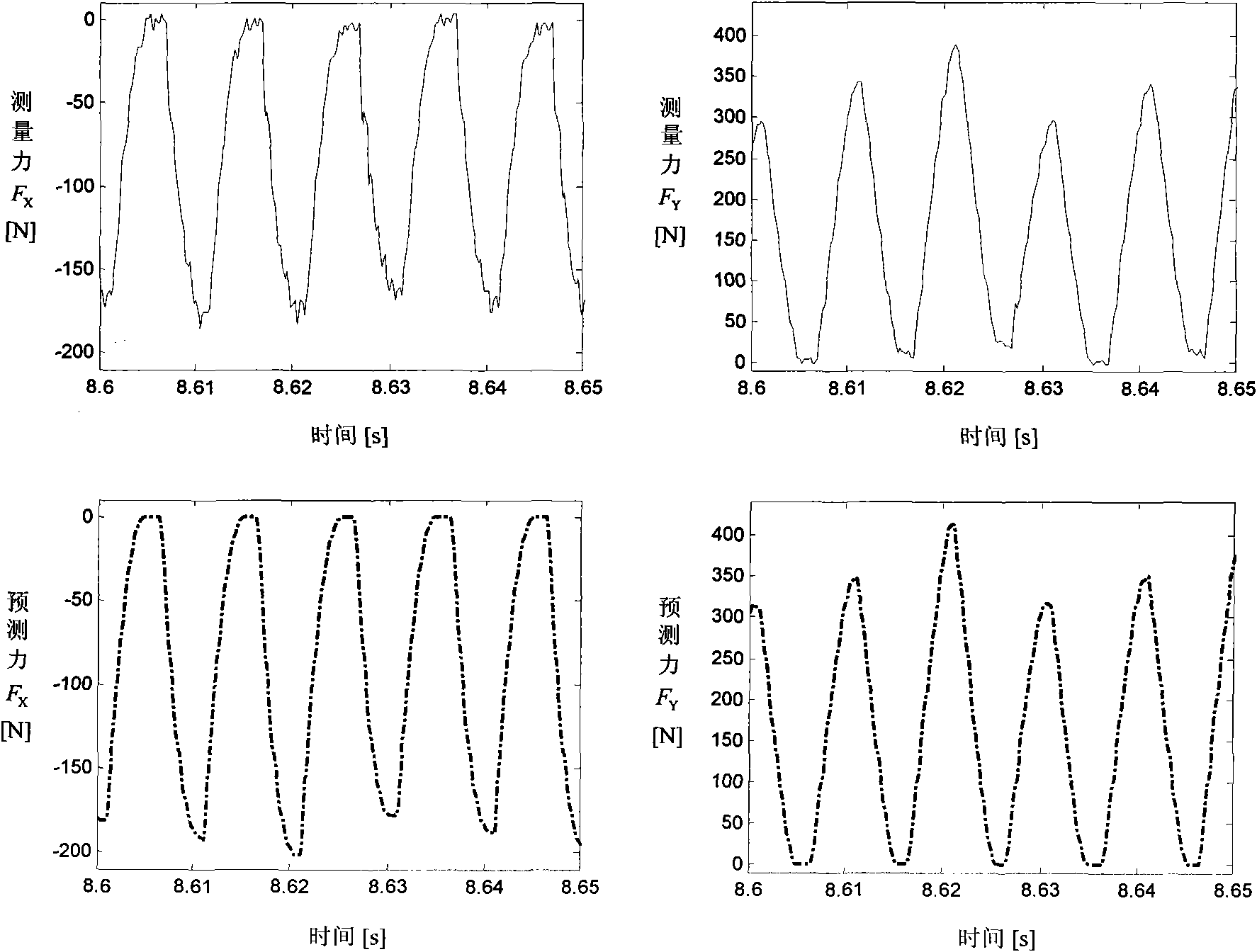
[0081] Embodiment 1: (1) selected radius RAD=6mm, helix angle β 0 A three-tooth carbide end mill with = 30 degrees performs down milling on aluminum alloy Al7050 on a three-coordinate end milling machine, the tool eccentricity parameters ρ = 0.0026 and λ = 31.8°, the spindle speed n = 2000RPM, and the feed rate V f =300mm / min, axial depth of cut R z = 10mm, radial depth of cut R r =3mm, sampling time interval T s =0.0002s, input the vector equation p(u)=[X(u), Y(u), Z(u)] of the workpiece to obtain the surface T , where
[0082] X(u)=20+105u(1-u) 2 +15u 2 (1-u)+40u 3
[0083] Y(u)=5+90u 2 (1-u)+30u 3 u ∈ [0, 1]
[0084] 0≤Z(u)≤10
[0085] The vector equation p of the blank boundary W (v)=[X W (v), Y W (v), Z W (v)] T , where
[0086] X W ( v ) = 20 + 105 v ( 1 - v ...
Embodiment 2
[0193] Embodiment 2: (1) selected radius RAD=6mm, helix angle β 0 A three-tooth carbide end mill with = 30 degrees performs down milling on aluminum alloy Al7050 on a three-coordinate end milling machine. The tool eccentricity parameters ρ = 0.0026 and λ = 31.8°, the spindle speed n = 2000RPM, and the feed rate V f =450mm / min, axial depth of cut R z = 10mm, radial depth of cut R r =3mm, sampling time interval T s =0.0002s, input the vector equation p(u)=[X(u), Y(u), Z(u)] of the workpiece to obtain the surface T , where
[0194] X(u)=20+105u(1-u) 2 +15u 2 (1-u)+40u 3
[0195] Y(u)=5+90u 2 (1-u)+30u 3 u ∈ [0, 1]
[0196] 0≤Z(u)≤10
[0197] The vector equation p of the blank boundary W (v)=[X W (v), Y W (v), Z W (v)] T , where
[0198] X W ( v ) = 20 + 105 v ( 1 - v ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com