

Method for manufacturing hose connector core
A technology for hose joints and manufacturing methods, applied in the field of hose joint core manufacturing, capable of solving problems such as complex processing, reduced processing costs, and increased total costs, to achieve tight crystal structure arrangement, reduced raw material loss, and reduced turning The effect of the amount of processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
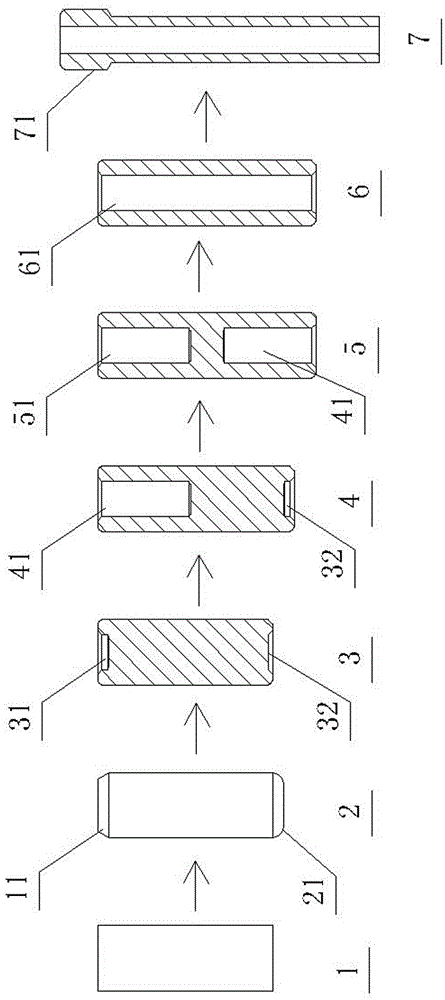
[0020] Refer to attached picture. The present invention adopts the round wool as the raw material. First, the round wool is subjected to spheroidizing annealing treatment, and then the round wool after the spheroidizing and annealing is subjected to phosphate film surface treatment, and then finely drawn and sized, and then the finely drawn and sized The round finished material is cut into individual hose joint core blanks 1, and then the hose joint core blank 7 is made by cold pier machine according to the following six-station cold pier method:
[0021] (1) Automatically feed the hose joint core blank into the mold of the first station of the cold heading machine with clips, level one end of the hose joint core blank, and form a natural chamfer 11 at the corner, after turning 180 °, the hose joint core blank is automatically sent into the mold of the second station of the cold heading machine with a clip, the other end of the hose joint core blank is leveled, and a natural c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More