

Composite preparation method for fine crystal titanium alloy
A titanium alloy and fine-grain technology, which is applied in the field of composite preparation of fine-grained titanium alloys, can solve the problems of large machining allowance, high cost, low material utilization rate, etc. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
example 1
[0029] Ti-1023 powdered titanium alloy ( figure 2 ).
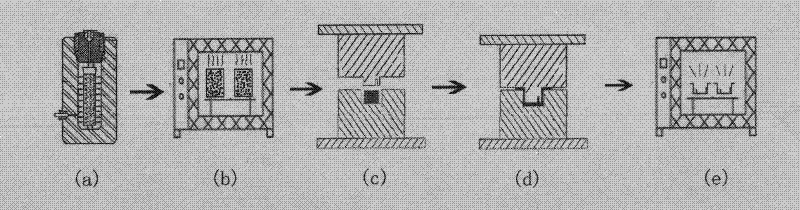
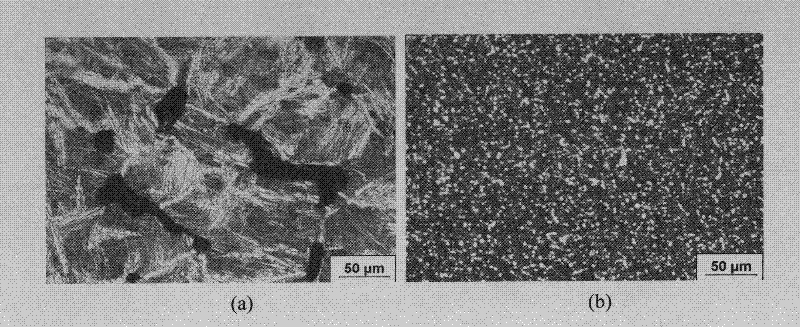
[0030] After the Ti-1023 alloy powder is prepared by the hydrogenation dehydrogenation process in the preparation of the blank in step 1 of the method, the -150 mesh powder is screened out for packaging, and the initial blank is obtained by cold isostatic pressing under a pressure of 200 MPa. The cold isostatic pressing time is 10min; After step 2 vacuum sintering, the vacuum degree is 10 -3 Pa, the sintering temperature is 1300°C, and the sintering holding time is 3h, the structure of the sintered Ti-1023 powder alloy is as follows figure 2 As shown in (a); after step 3 high-temperature isothermal forging, the isothermal forging temperature is 840 °C, and the constant strain rate is controlled to 5×10 -2 the s -1 , the total deformation of forging is 60%; after continuous low-temperature isothermal forging in step 4, the temperature of isothermal forging is 760°C, and the constant strain rate is controlled as 5×10 -...
example 2
[0034] Ti-17 powdered titanium alloy ( image 3 ).
[0035] After the Ti-17 alloy powder is prepared by the hydrogenation dehydrogenation process in the preparation of the blank in step 1 of this method, the 100-150 mesh powder is screened out for packaging, and the initial blank is obtained by cold isostatic pressing under a pressure of 200 MPa. The cold isostatic pressing time 15min; through step 2 vacuum sintering, the vacuum degree is 10 -3 Pa, the sintering temperature is 1350°C, and the sintering holding time is 3h. The structure of the sintered Ti-17 powder alloy is as follows image 3 As shown in (a); after step 3 high-temperature isothermal forging, the isothermal forging temperature is 920 °C, and the constant strain rate is controlled to 5×10 -2 the s -1 , the total deformation of forging is 70%; continuous low-temperature isothermal forging in step 4, the temperature of isothermal forging is 860°C, and the constant strain rate is controlled as 5×10 -2 the s -1 ,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More