

Production process for four-roll planetary hot-rolled tube machine
A production process and hot-rolled tube technology, which is applied in the production process field of a four-roll planetary hot-rolled tube unit, can solve the problems of large shoulder wear, difficult rolling, and the wall thickness of the rolled tube cannot be less than 4 mm, so as to save fuel. , reduce the effect of secondary heating
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
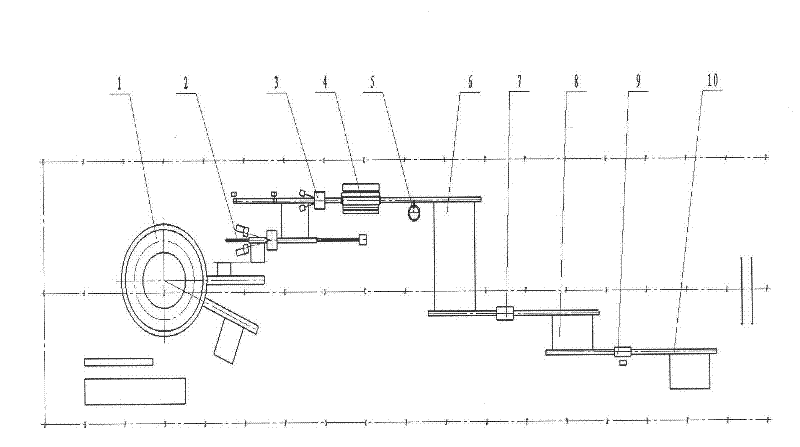
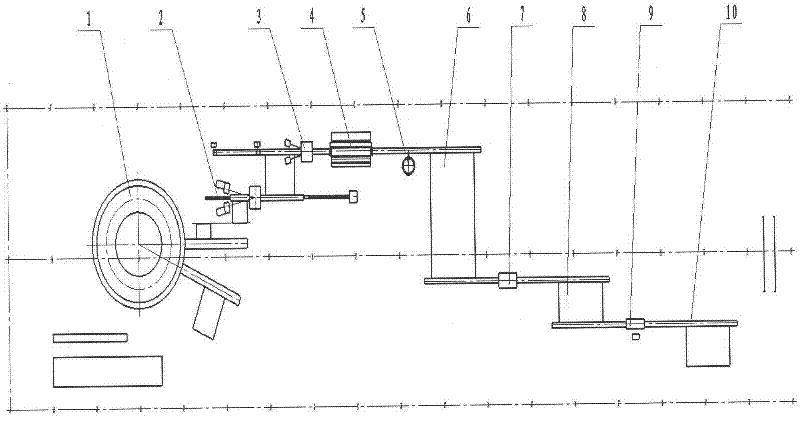
[0017] Take the tube blank with a diameter of 160mm and a length of 5m as an example:
[0018] ①Inspection and grinding of the tube blank→②Put the tube blank into a ring furnace and heat it to 1250℃→③Pierce the capillary tube with a diameter of φ165mm and a length of 8m after being pierced by a piercer→④Put through a mandrel→⑤Enter four-roll hot rolling The pipe machine rolls out a waste pipe with a pipe diameter of φ125mm, a length of 50m, and a pipe wall thickness of 3mm → ⑥Entering the strong tension reducing unit of the 29th rack to gradually reduce the diameter and roll out a pipe diameter of φ17.2mm and a length of 800mm , seamless steel pipe with a wall thickness of 2.3mm→⑦Enter the rotary flying saw to cut to length→⑧cooling bed cooling→⑨straightening machine straightening→⑩flat head chamfering, flaw detection, ultrasonic flaw detection, inspection, marking and coloring and Weighing into storage.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More