

A multi-station cold extrusion molding method for a ratchet handle
A technology of ratchet handle and forming method, which is applied in the field of ratchet handle, can solve the problems of low processing efficiency, tap water consumption, energy consumption and electricity consumption, etc., and achieve saving multi-station high-frequency heating electricity, saving cooling water, and high processing efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
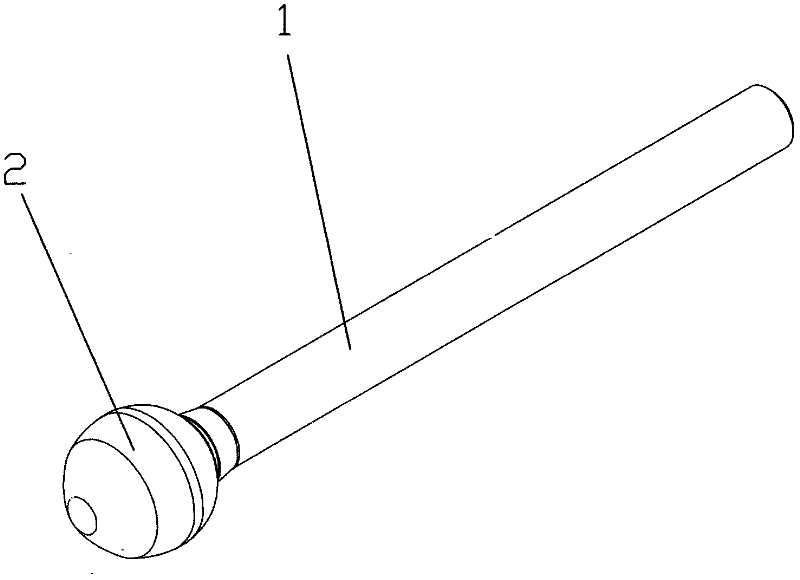
[0030] Depend on Figure 1-15 Shown is an embodiment of the present invention, and it comprises following multi-station cold extrusion process:
[0031] A. Break the material on the straight material, remove the blank material 1 of the ratchet handle, and cold-extrude one end of the blank material 1 through a mold to form a ball head 2;
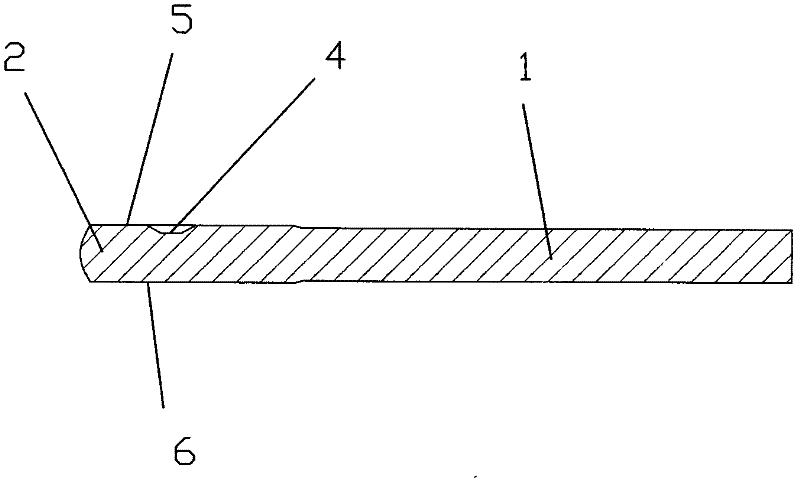
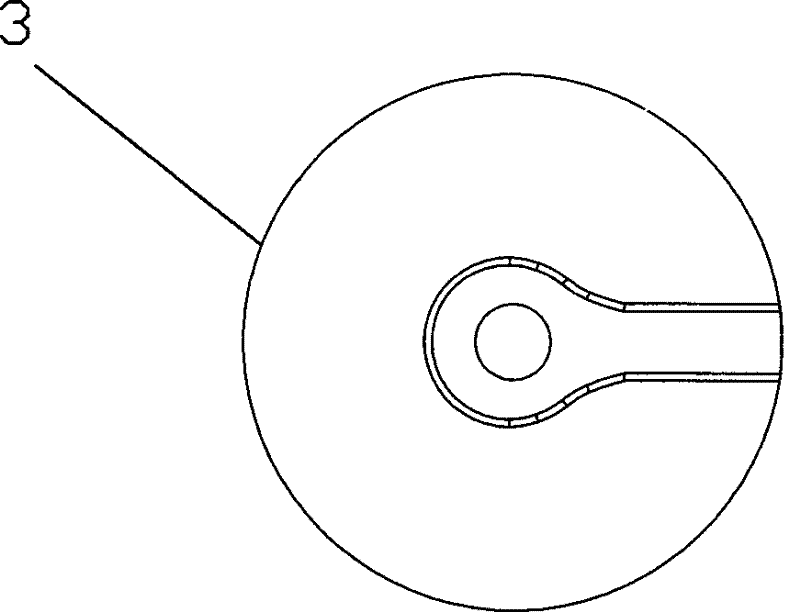
[0032] B. The material 1 is cold extruded at the ball head 2 through the die-flattening positioning die 3, the ball head 2 is flattened, and the processing positioning hole 4 is extruded;
[0033] C. Flatten the upper and lower end surfaces 5, 6 of the ball head 2 on the material 1, position with the processing positioning hole 4, and cold extrude each of the upper and lower end surfaces 5, 6 of the extrusion hole die 7 through the mold , extrude the lead holes 8 of the upper and lower two end faces 5, 6;
[0034] D. On the upper and lower end surfaces 5 and 6 of the material part 1, the outer surface of the flattened ball head 2 is cold-ex...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More