

Self-adaptive compensation method for detecting turning error of large part of rotary body
A technology of self-adaptive compensation and machining error, applied in turning equipment, turning equipment, metal processing equipment, etc., can solve problems affecting product quality and production progress, and achieve the effect of solving machining errors and improving machining accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] Below in conjunction with accompanying drawing and embodiment the present invention is described in further detail:
[0025] As shown in the figure, an adaptive compensation method for large-scale rotary parts turning machining error detection includes the following steps:
[0026] Step 1) Carry out rough machining to the rotating body parts;
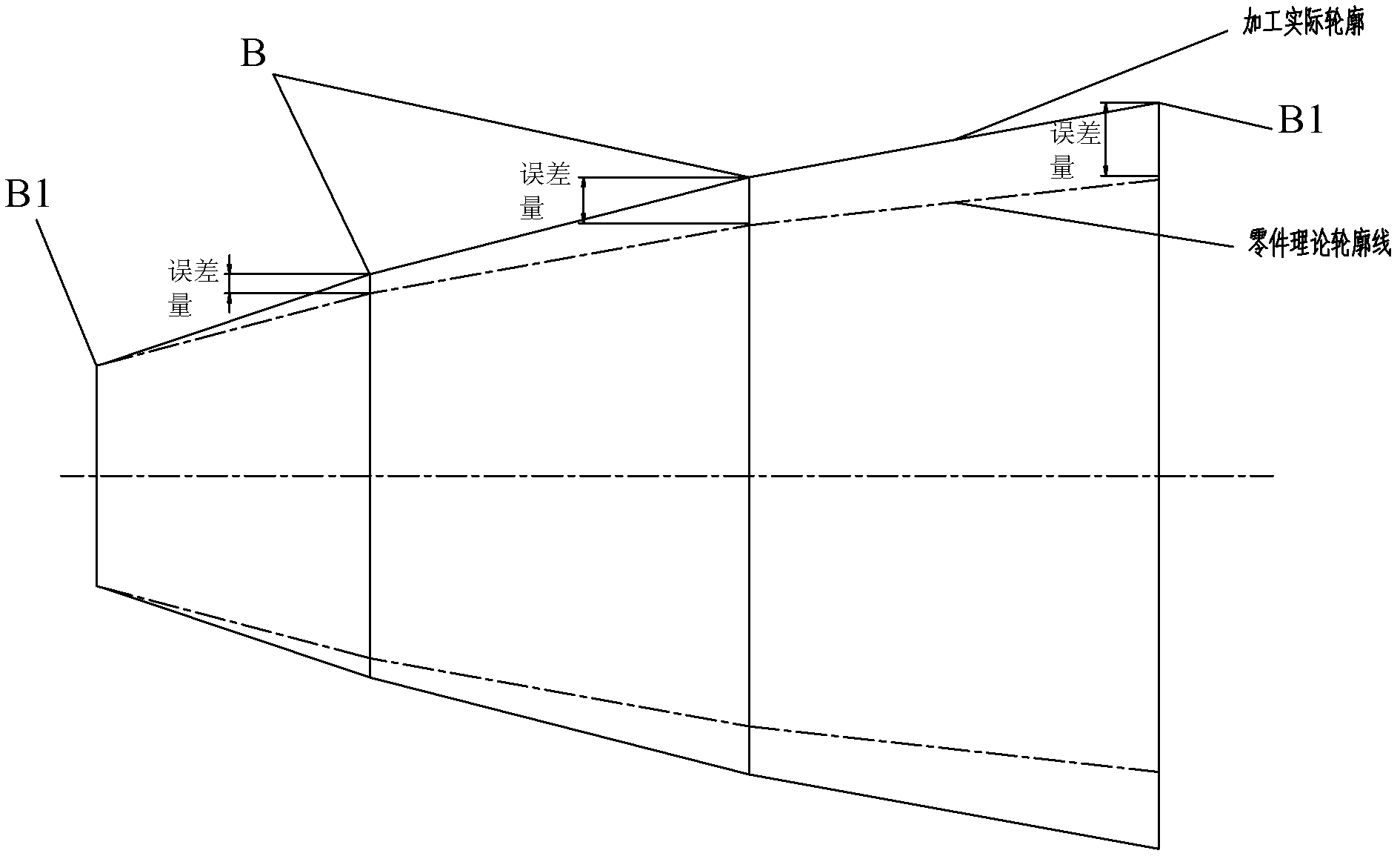
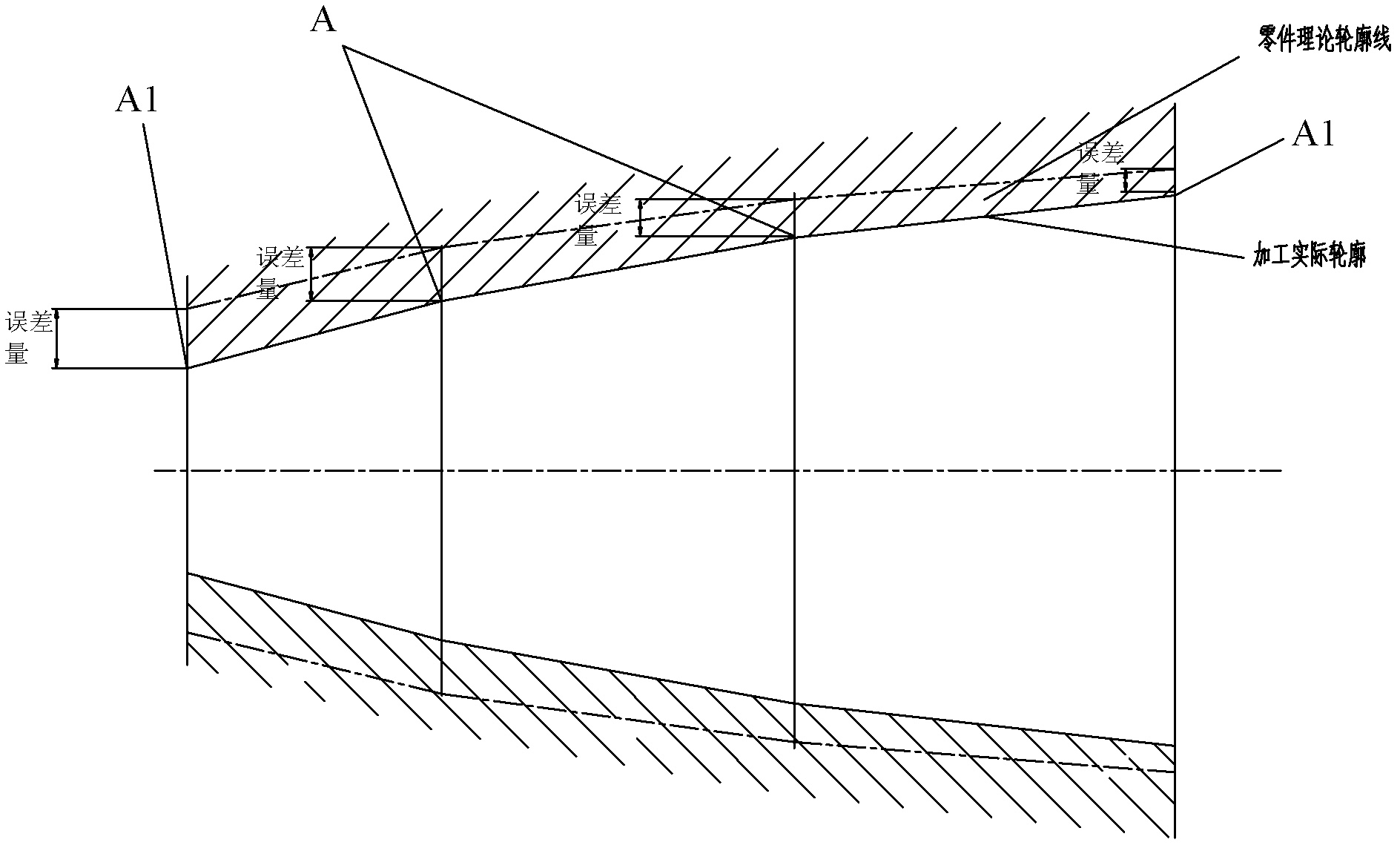
[0027] Step 2) Use a probe to measure the radius of the intersection point A of two adjacent contour line segments on the axial section of the inner hole of the rotating body part, and the radius of the two ends A1, the final theory of the intersection point A of the radius and the above contour line segment, and the two ends A1 Radius X 1 Compared to get the error amount δ 1 , the error amount δ 1 Stored in the address segment with continuous address bits in the memory of the lathe CNC system;
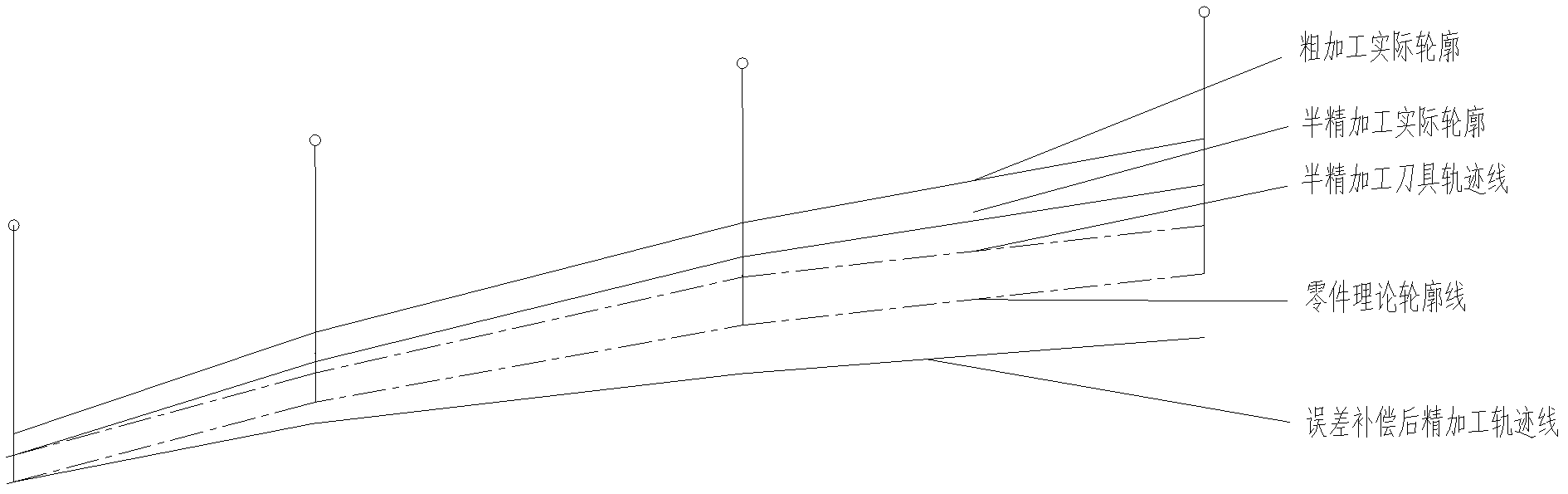
[0028] Step 3) Use the semi-finishing turning tool to perform semi-finishing on the rotary body parts after the rough machining in ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More