Recycling device for residual fluid in fluid supply system/equipment and its use method
A fluid supply and fluid technology, applied in residential hot water supply systems, applications, piping systems, etc., can solve problems such as inability to recover branch pipes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
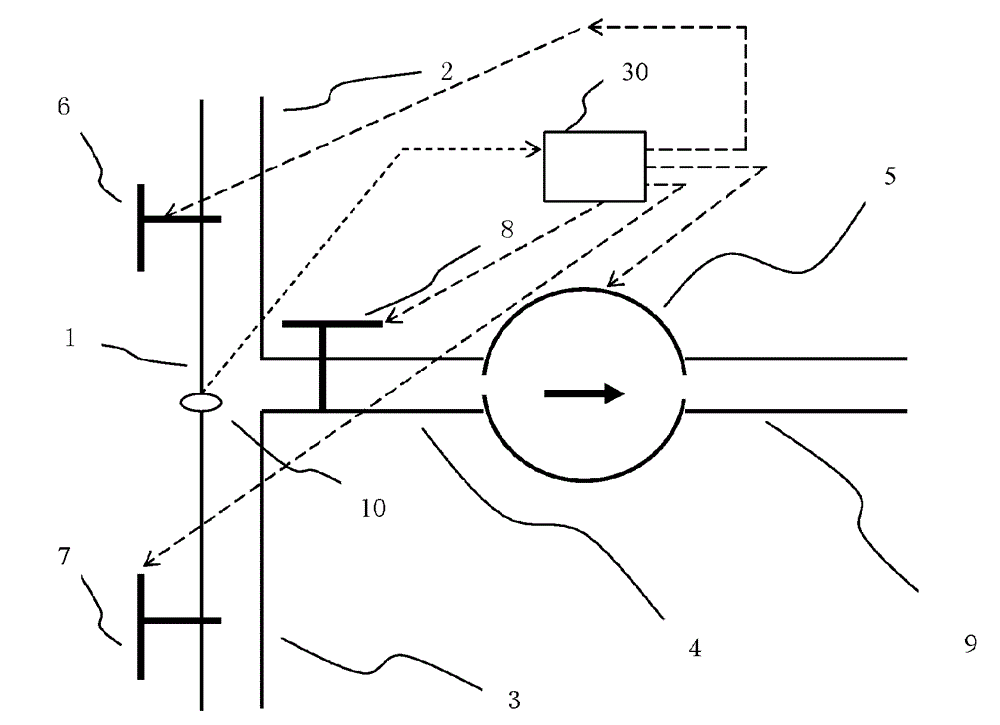
[0077] Example 1: A recycling device that uses a three-way pipe equipped with an electric two-way valve to control the flow of high-temperature (or low-temperature) liquid.
[0078] Such as figure 1 As shown, the recycling device includes a three-way structure 1 with a three-way pipe and an electric two-way valve. The three-way structure 1 connects the inlet pipe 2 with the high-temperature (or low-temperature) liquid supply system or the liquid inlet direction of the equipment. The pipes are connected, the outlet pipe 3 communicates with the pipe in the direction of the liquid supply system or the equipment, the outlet pipe 4 is connected to the liquid pump 5 and the outlet pipe 9 (the outlet pipe 9 can also be omitted), and the three-way structure 1 is provided with Inlet pipe electric two-way valve 6, outlet pipe electric two-way valve 7, extraction pipe electric two-way valve 8, a temperature sensor and a pressure sensor (not shown in the figure) are installed at position 10, ...
Embodiment 2
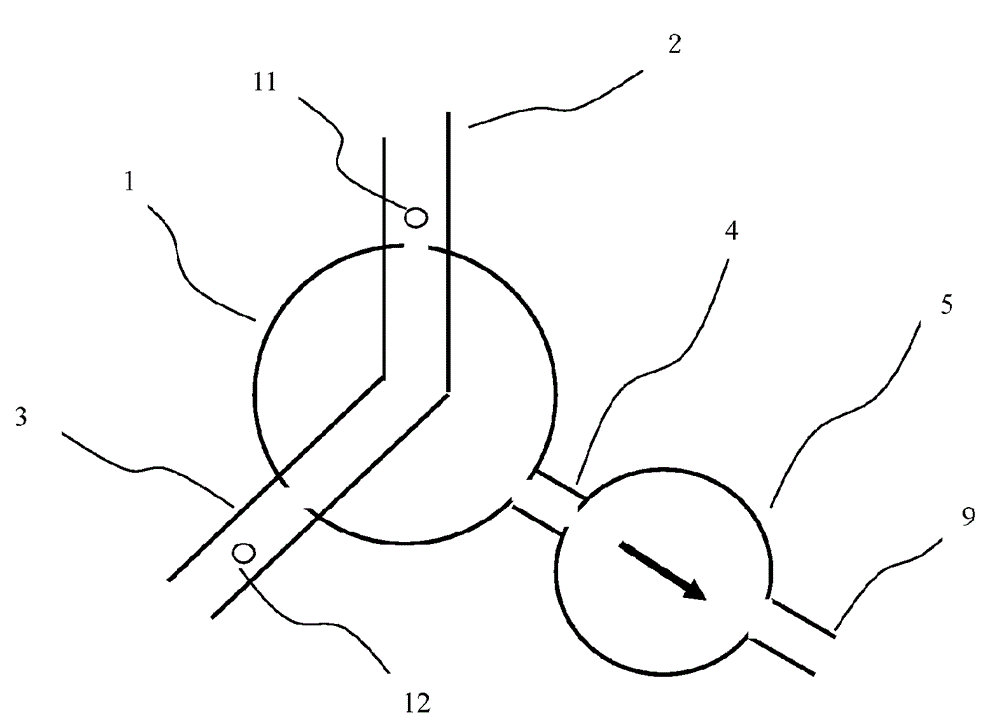
[0082] Embodiment 2: An electric three-way valve or an electric reversing valve is used to control the high temperature (or low temperature) liquid recycling device.
[0083] see figure 2 , Its working principle is the same as that of embodiment 1, except that the three-way structure 1 is an electric three-way valve or an electric reversing valve, which replaces the three-way pipe equipped with electric two-way valves 6, 7, and 8 of embodiment 1. Through the rotation of the electric three-way valve or the electric reversing valve, two of the inlet pipe 2, the outlet pipe 3, and the withdrawal pipe 4 are connected, and the other pipe is closed. Install a temperature sensor and a pressure sensor for sensing whether the liquid is flowing at position 11, install a pressure sensor for sensing whether the liquid is flowing and a conductivity sensor for sensing whether the liquid has been evacuated at position 12, when any pressure sensor measures When the liquid is flowing, the recycl...
Embodiment 3
[0084] Example 3: Automatic recovery of low CO 2 Recycling device for water content.
[0085] see figure 1 , The recycling device is usually installed in high CO 2 At the outlet of the water content supply system, the inlet pipe 2 of the recycling device and the high CO 2 High CO in water supply system 2 The water outlet of the content water is connected, the outlet pipe 3 is connected with the pipeline on the user side, and the extraction pipe 4 is connected to the liquid pump 5 and the outlet pipe 9. The three-way structure 1 is respectively provided with a normally open inlet solenoid valve 6 and an outlet solenoid valve 7 And the normally closed solenoid valve 8 for the extraction pipe, the flow direction of the liquid is controlled by opening and closing the solenoid valve. Install a CO at position 10 in the three-way pipe between the solenoid valves 6, 7, and 8 of the three-way structure 1. 2 Saturation sensor (or pH sensor), a water ripple switch and a conductivity sensor (...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com