

Metal pipe welding method and metal pipe welding assembly
A technology of metal pipe fittings and welding methods, which is applied in the field of metal pipe fitting welding components, can solve problems such as burn-through, low connection strength, and affect service life, and achieve the effect of preventing tumor hanging and improving weld strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] (Example 1, metal pipe fitting welding assembly and welding method thereof)
[0039] image 3 It is a structural schematic diagram of the first structure of the metal pipe fitting welding assembly in the present invention, showing the first specific embodiment of the present invention.
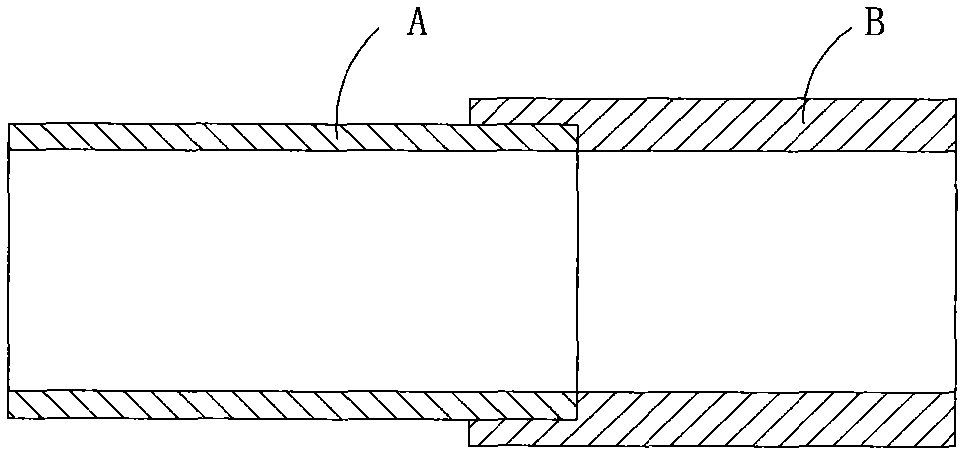
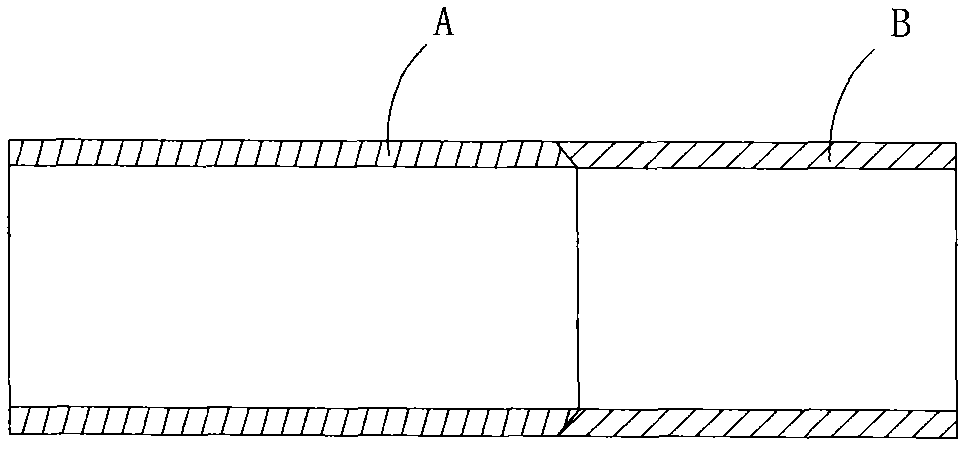
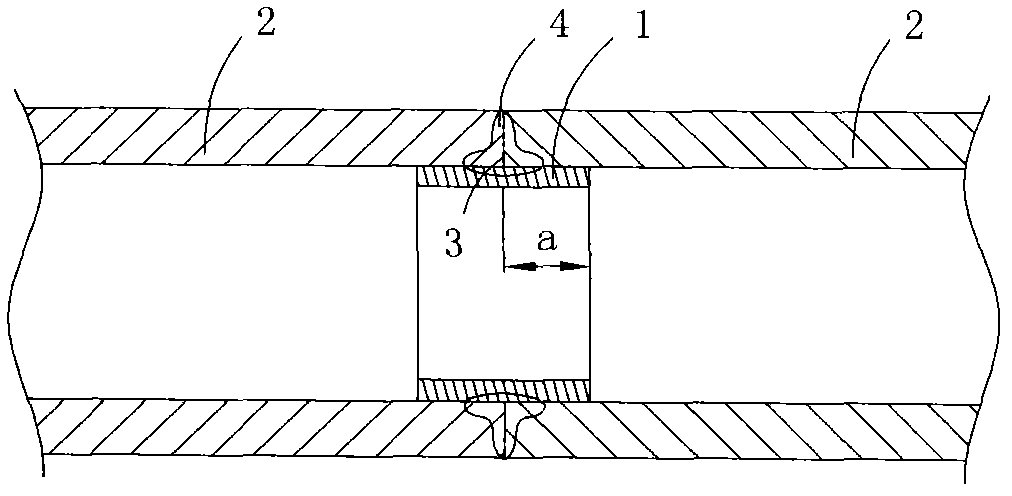
[0040] This embodiment is a welded assembly of stainless steel thin-walled pipe fittings, see figure 1 As shown, it includes two welded pipes 2 and a liner 1, the two ends of the liner 1 are respectively inserted into the lumen of the welded end of a welded pipe, and the butt joint of the welded ends of the two welded pipes has a welding process formed Melting zone 4.
[0041] In this embodiment, before welding, the liner 1 is fixed in the lumen of the pipe to be welded by a tight fit, and after welding, the part of the liner 1 adjacent to the butt joint of the two pipes to be welded is also melted , and form the melting zone 4 together with the butt welds of the welding ends of the ...
Embodiment 2
[0057] (Example 2, metal pipe fitting welding assembly and welding method thereof)
[0058] Figure 4 It is a structural schematic diagram of the second structure of the metal pipe fitting welding assembly in the present invention, showing the second specific embodiment of the present invention.
[0059] This embodiment is basically the same as Embodiment 1, the difference is: the two pipe fittings to be welded in this embodiment, one of them is a stainless steel pipe, the other is a pipe joint, and the pipe joint can be a two-way, three-way, or bent Equal pipe joints; the shape of the axial cross-section of the seam 3 to be welded is oblique at an angle to the central axis of the pipe to be welded 2 , which results in a different shape of the final fusion zone 4 .
Embodiment 3
[0060] (Example 3, metal pipe fitting welding assembly and welding method thereof)
[0061] Figure 5 It is a structural schematic diagram of the third structure of the metal pipe fitting welding assembly in the present invention, showing the third specific embodiment of the present invention.
[0062] This embodiment is basically the same as Embodiment 1, except that the two pipes to be welded in this embodiment are not thin-walled stainless steel pipes, but ordinary stainless steel pipes with normal thickness. The axial cross-sectional shape of the to-be-welded seam 3 is a semi-elliptical shape perpendicular to the central axis of the to-be-welded pipe 2 , thus resulting in a different shape of the final fusion zone 4 .
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More