

Large-scale thin-wall valve body lost foam casting process
A lost foam casting and thin-walled technology, which is applied in the manufacture of tools, casting molding equipment, casting molds, etc., can solve the problems of large thin-walled valve body lost foam casting deformation, etc., to avoid deformation, increase rigidity, and reduce scrap rate Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0019] A large thin-walled valve body lost foam casting process, which includes the following steps:
[0020] (1) Pre-expand polystyrene beads, pre-expand the beads of specifications P-S under the conditions of air pressure of 0.4MPa, steam temperature of 85°C, and foaming density of 24g / L;
[0021] ⑵Mature the polystyrene beads, keep the area of the curing warehouse ventilated, and the curing time is 4 hours;
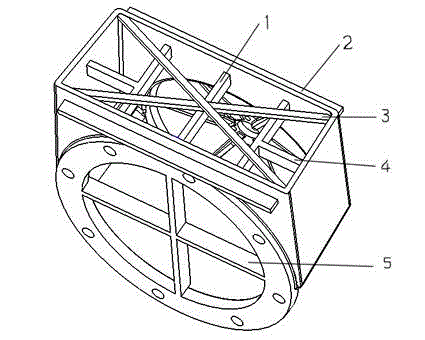
[0022] ⑶White mold forming, preheat the mold to 50°C, keep mold clamping, feeding, and steam pressure at 0.04MPa, and control the time at 70s. When designing the model, add cross ribs 5 in the flange hole, arrange vertically and horizontally, and prevent deformation The square section of the rib is 30mm×30mm;
[0023] ⑷White mold drying, drying the white mold at a temperature of 50°C;
[0024] (5) white mold combination, in the white mold square cavity after forming, make T-shaped rib 4 and I-shaped rib 1 with polystyrene foam material, the length of described T-sh...
Embodiment 2
[0032] A large thin-walled valve body lost foam casting process, which includes the following steps:
[0033] (1) Pre-expand polystyrene beads, pre-expand the beads of specifications P-S under the conditions of air pressure of 0.6MPa, steam temperature of 100°C, and foaming density of 26g / L;
[0034] ⑵Mature the polystyrene beads, keep the area of the curing warehouse ventilated, and the curing time is 6 hours;
[0035] ⑶White mold forming, preheat the mold to 70°C, keep mold clamping, feeding, and steam pressure at 0.6MPa, and control the time at 120s. When designing the model, add cross ribs 5 in the flange hole, arrange vertically and horizontally, and prevent deformation The square section of the rib is 30mm×30mm;
[0036] (4) Drying of the white mold, drying the white mold at a temperature of 55°C;
[0037] (5) white mold combination, in the white mold square cavity after forming, make T-shaped rib 4 and I-shaped rib 1 with polystyrene foam material, the length of des...
Embodiment 3
[0045] A large thin-walled valve body lost foam casting process, which includes the following steps:
[0046] ⑴Pre-expand polystyrene beads, pre-expand the beads of specifications P-S under the conditions of air pressure of 0.5MPa, steam temperature of 90°C, and foaming density of 25g / L;
[0047] ⑵Mature the polystyrene beads, keep the area of the curing warehouse ventilated, and the curing time is 5 hours;
[0048] ⑶White mold forming, preheat the mold to 60°C, keep mold clamping, feeding, and steam pressure at 0.3MPa, and control the time at 90s. When designing the model, add cross ribs 5 in the flange hole, arrange vertically and horizontally, and prevent deformation The square section of the rib is 30mm×30mm;
[0049] (4) Drying of the white mold, drying the white mold at a temperature of 52°C;
[0050](5) white mold combination, in the white mold square cavity after forming, make T-shaped rib 4 and I-shaped rib 1 with polystyrene foam material, the length of described...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More