

Ceramic roller molding process
A technology of ceramic rollers and molding process, applied in ceramic extrusion dies and other directions, can solve the problems of easy wear of propeller blades, high maintenance cost, complex structure, etc., and achieve the effect of simple structure, low maintenance cost, and solving complex structure.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
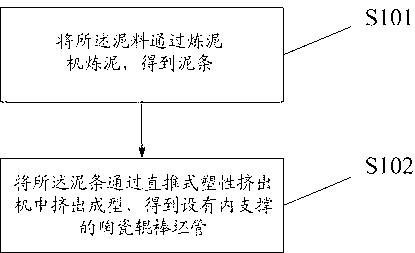
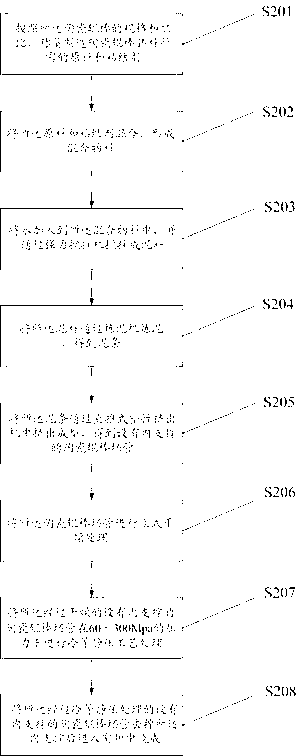
[0174] Production of ceramic rollers with a specification of ?60mm. According to the ratio required for the manufacture of ceramic rollers, weigh 100kg of ceramic roller raw materials and 2kg of carboxymethyl cellulose, and add them to a strong mixer and mix for about 3 to 8 minutes. After mixing evenly, add water and stir for 10 to 20 minutes. , to get mud. The mud material is granulated and smelted twice through a direct-push mud mixer, and the mud is smelted for the first time to obtain a mud bar with a diameter of 6mm. The mud bars obtained by the first mud refining are put into a direct-push mud mixer for the second mud refining to obtain mud bars with a diameter of 4mm. The mud strips that have undergone secondary mud refining are added to the vacuum silo of the direct-push extruder, the vacuum degree is drawn to -0.08MPa, the extrusion molding pressure is set to 1500~2000KN, and the extrusion molding speed is controlled at 18 m / minute. The shape of the mold at the d...
Embodiment 2
[0176] Production of ceramic rollers with a specification of ?60mm. According to the ratio required for the manufacture of ceramic rollers, weigh 100kg of ceramic roller raw materials and 2kg of carboxymethyl cellulose, and add them to a strong mixer and mix for about 3 to 8 minutes. After mixing evenly, add water and stir for 10 to 20 minutes. , to get mud. The mud is smelted by a screw mud mixer, and the mud is smelted for the first time to obtain a mud bar with a diameter of 10mm. Put the mud bars obtained from the first mud refining into the screw mud mixer for the second mud refining to obtain mud bars with a diameter of 8mm. The mud sticks that have undergone secondary mud refining are added to the vacuum silo of the direct-push extruder, the vacuum is drawn to -0.16MPa, the extrusion molding pressure is set to 800~1300KN, and the extrusion molding speed is controlled at 15 m / minute. The shape of the mold at the discharge port of the extruder is ring-shaped, with an ...
Embodiment 3
[0178]Production of ceramic rollers with a specification of ?60mm. According to the ratio required for the manufacture of ceramic rollers, weigh 100kg of ceramic roller raw materials and 2kg of carboxymethyl cellulose, and add them to a strong mixer and mix for about 3 to 8 minutes. After mixing evenly, add water and stir for 10 to 20 minutes. , to get mud. The mud material is granulated and smelted twice through a direct-push mud mixer, and the mud is smelted for the first time to obtain a mud bar with a diameter of 6mm. The mud bars obtained by the first mud refining are put into a direct-push mud mixer for the second mud refining to obtain mud bars with a diameter of 4mm. The mud sticks that have undergone secondary mud refining are added to the vacuum silo of the direct-push extruder, the vacuum degree is drawn to -0.03MPa, the extrusion molding pressure is set to 3500~4000KN, and the extrusion molding speed is controlled at 20 m / minute. The shape of the mold at the di...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More