

Non-oriented silicon steel hot rolled plate rolling method controlled through silicon equivalent
A technology of oriented silicon steel and silicon equivalent, applied in the direction of contour control, metal rolling, etc., can solve the problems of unguaranteed steel plate shape, poor accuracy of phase transition temperature, difficult phase transition temperature, etc., and achieve convenient and fast rolling process parameters, Avoid scrap steel and plate shape deterioration, and the effect of good control of thickness accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0020] The final composition and weight percentage of molten steel of the smelted non-oriented silicon steel hot-rolled sheet are C: 0.01%, Si: 0.98%, Mn: 0.33%, P: 0.085%, Als: 0.229%, and others are unavoidable inclusions.
[0021] Its rolling steps:
[0022] 1) Smelting and continuous casting into billets;
[0023] 2) Determine the silicon equivalent: Substitute C: 0.02%, Si: 0.98%, Mn: 0.33%, P: 0.085%, and Als: 0.229% in the final molten steel composition into the following silicon equivalent formula to determine:
[0024] Sieq=Si+2.2Al+5C+2.9P-0.63Mn=0.98%+0.503%+0.10%+0.247%-0.208%=1.62%
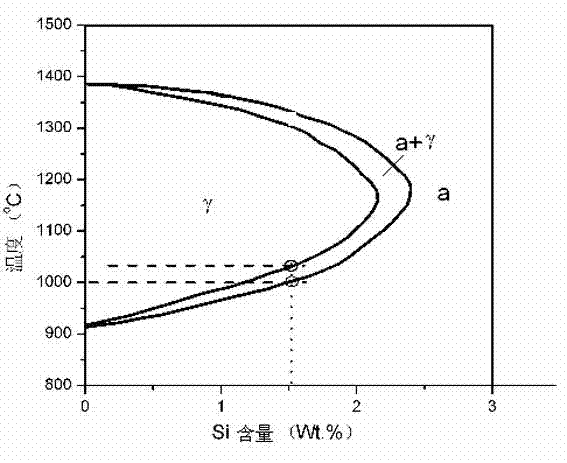
[0025] 3) Determine the phase transition temperature: According to the calculated silicon equivalent value of 1.62%, regard it as the Si content and find the corresponding phase transition temperature on the known Si-Fe phase diagram as 1000°C;
[0026] 4) The target heating temperature range of the slab is increased by 90-110°C on the basis of the phase transition temperature of 10...
Embodiment 2
[0031] The final composition and weight percentage of molten steel of the smelted non-oriented silicon steel hot-rolled sheet are C: 0.03%, Si: 1.2%, Mn: 0.35%, P: 0.080%, Als: 0.323%, and others are unavoidable inclusions.
[0032] Its rolling steps:
[0033] 1) Smelting and continuous casting into billets;
[0034] 2) Determine silicon equivalent: Substitute C: 0.03%, Si: 1.2%, Mn: 0.35%, P: 0.080%, Als: 0.323% in the final molten steel composition into the following silicon equivalent formula to determine:
[0035] Sieq=Si+2.2Al+5C+2.9P-0.63Mn =1.2%+0.71%+0.15%+0.232%-0.221%=2.071%;
[0036] 3) Determine the phase transition temperature: According to the calculated silicon equivalent value of 2.071%, regard it as the Si content and find the corresponding phase transition temperature on the known Si-Fe phase diagram as 1050°C;
[0037] 4) The target heating temperature range of the slab is increased by 100-120°C on the basis of the phase transition temperature of 1050°C, t...
Embodiment 3
[0042] The final composition and weight percentage of molten steel of the smelted non-oriented silicon steel hot-rolled sheet are C: 0.05%, Si: 1.4%, Mn: 0.31%, P: 0.073%, Als: 0.410%, and others are unavoidable inclusions.
[0043] Its rolling steps:
[0044] 1) Smelting and continuous casting into billets;
[0045] 2) Determine silicon equivalent: Substitute C: 0.05%, Si: 1.3%, Mn: 0.31%, P: 0.073%, Als: 0.410% in the final molten steel composition into the following silicon equivalent formula to determine:
[0046] Sieq=Si+2.2Al+5C+2.9P-0.63Mn =1.3%+0.90%+0.25%+0.21%-0.20%=2.46%;
[0047]3) Determine the phase transition temperature: according to the calculated silicon equivalent value of 2.46%, regard it as the Si content and find the corresponding phase transition temperature on the known Si-Fe phase diagram as 1160°C;
[0048] 4) The target heating temperature range of the slab is increased by 80-90°C on the basis of the phase transition temperature of 1160°C, the dete...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More