

Dual-light beam laser welding method of K-shaped joint
A laser welding and double beam technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of welding seam stress concentration, poor welding seam quality, and low welding efficiency, and reduce the welding seam stress concentration. , The effect of stable welding quality and high welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
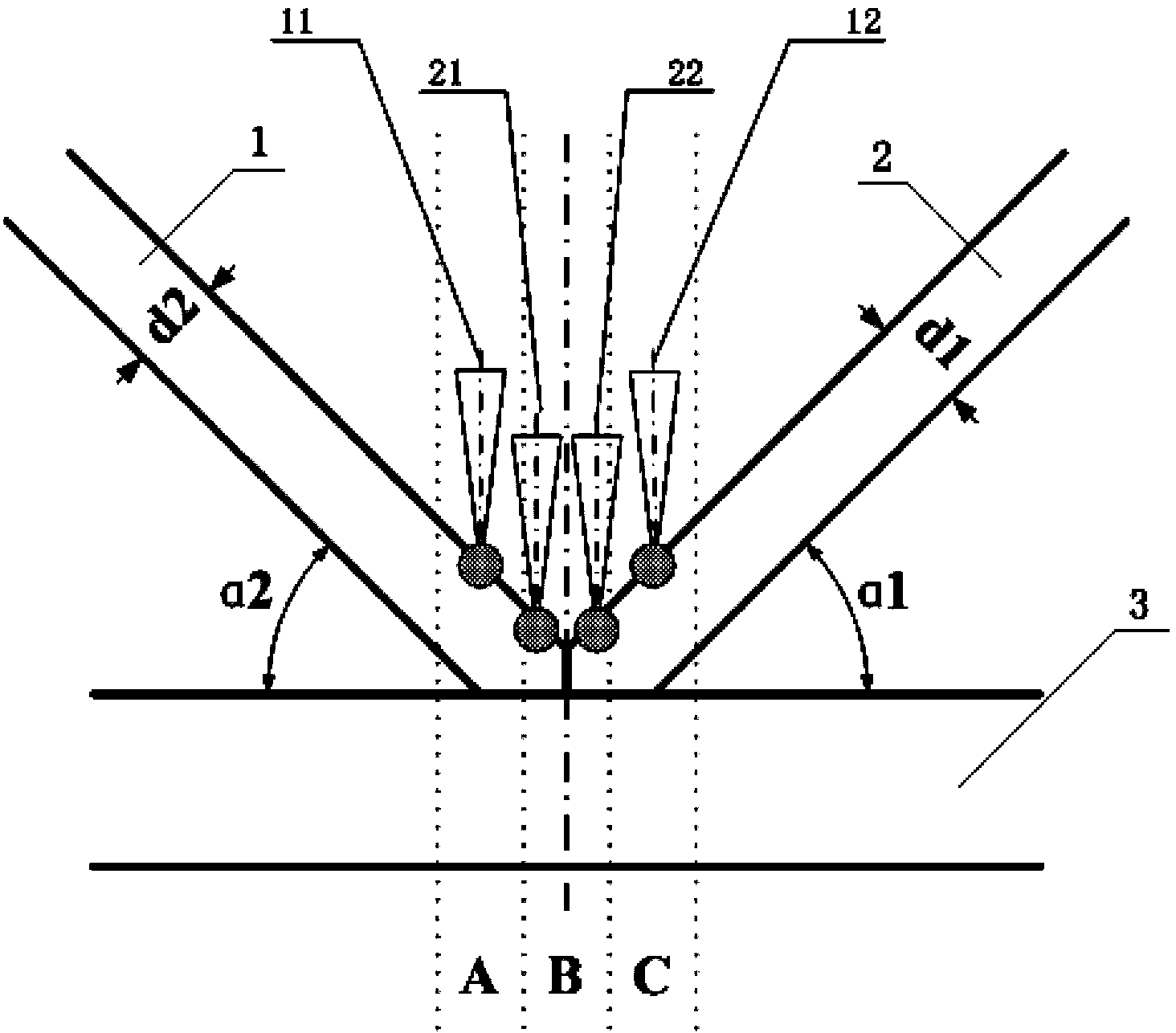
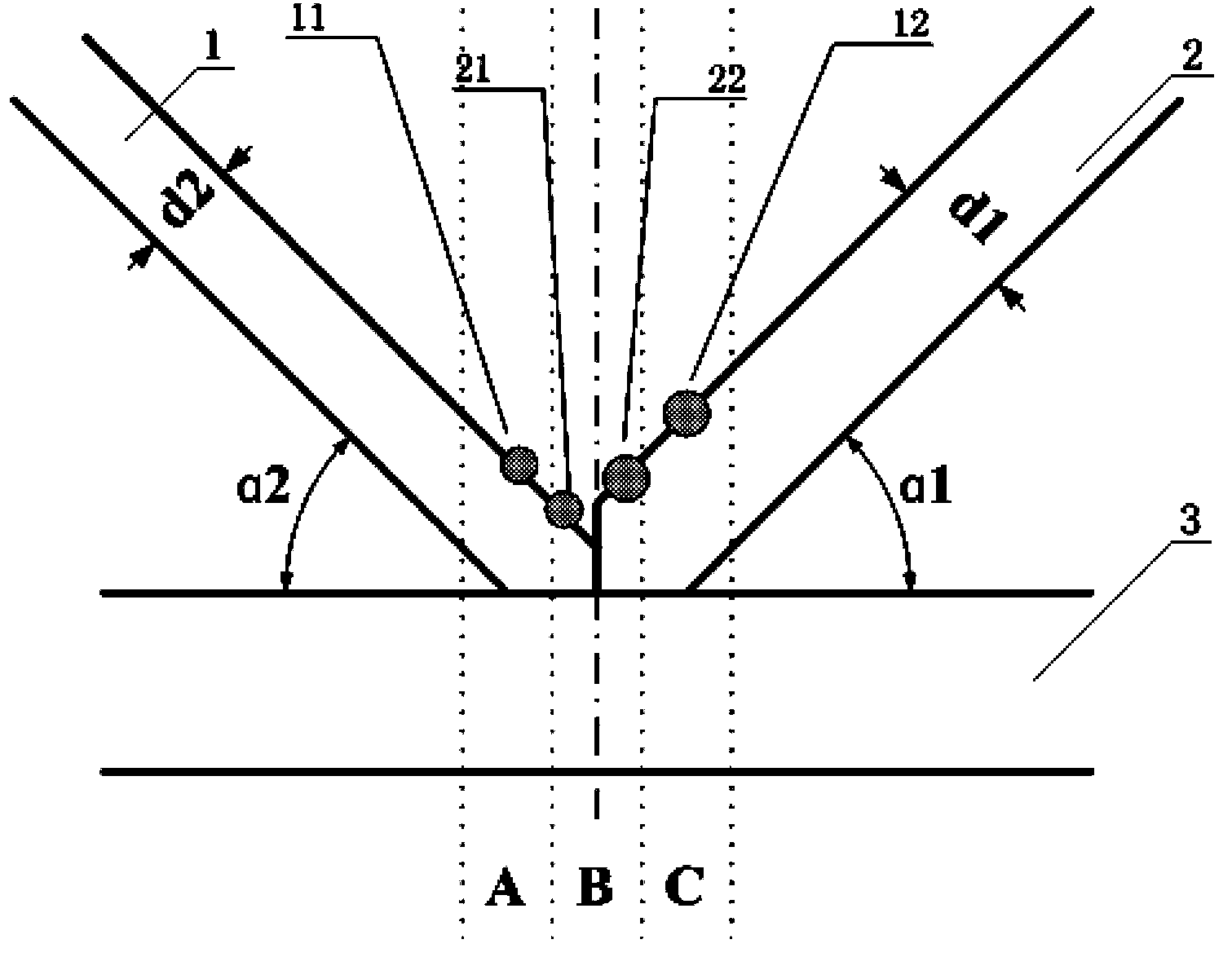
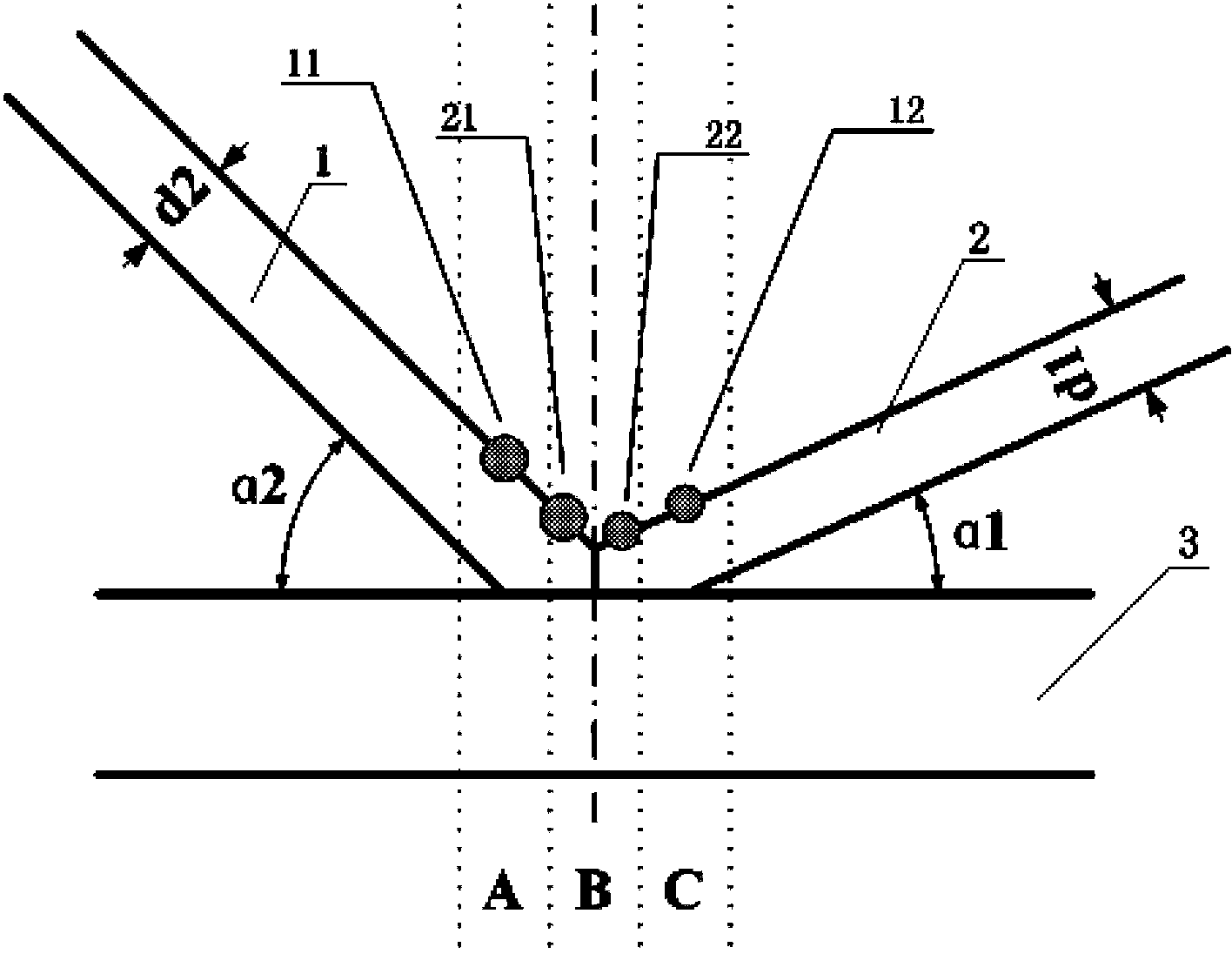
[0018] Specific embodiment one: the double-beam laser welding method of the K-type joint in this embodiment is carried out according to the following steps:
[0019] Two lasers are used to emit the main beam a and the main beam b respectively, the main beam a is divided into welding beam 11 and welding beam 12, the main beam b is divided into welding beam 21 and welding beam 22, the focusing spot of welding beam 11 and the welding beam 12 The focusing spots are arranged in parallel, the welding beam 11 acts on the boundary area A between the support plate 1 and the bottom plate 3, the welding beam 12 acts on the boundary area C between the support plate 2 and the bottom plate 3, the focusing spot of the welding beam 21 and the focusing of the welding beam 22 The spots are arranged in parallel and distributed on both sides of the interface between the support plate 1 and the support plate 2, and the welding beam 21 and the welding beam 22 act on the boundary area B between the s...
specific Embodiment approach 2
[0023] Specific embodiment two: the difference between this embodiment and specific embodiment one is that the laser is a fiber laser, Nd:YAG solid-state laser, semiconductor laser or CO 2 laser. Others are the same as in the first embodiment.
specific Embodiment approach 3
[0024] Embodiment 3: This embodiment differs from Embodiment 1 in that the spot distance δ1 between the welding beam 11 and the welding beam 12 is 4.0 mm, and the spot distance δ2 between the welding beam 21 and the welding beam 22 is 1.5 mm. Others are the same as in the first embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More