

Differential laser three-dimensional (3D) metal piece printing method
A technology of 3D printing and metal parts, applied in the field of differentiated laser 3D printing metal parts, it can solve the problems of powder waste, low efficiency and insufficient density of metal parts, so as to ensure the mechanical properties of the surface, improve the molding efficiency, and quickly switch. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
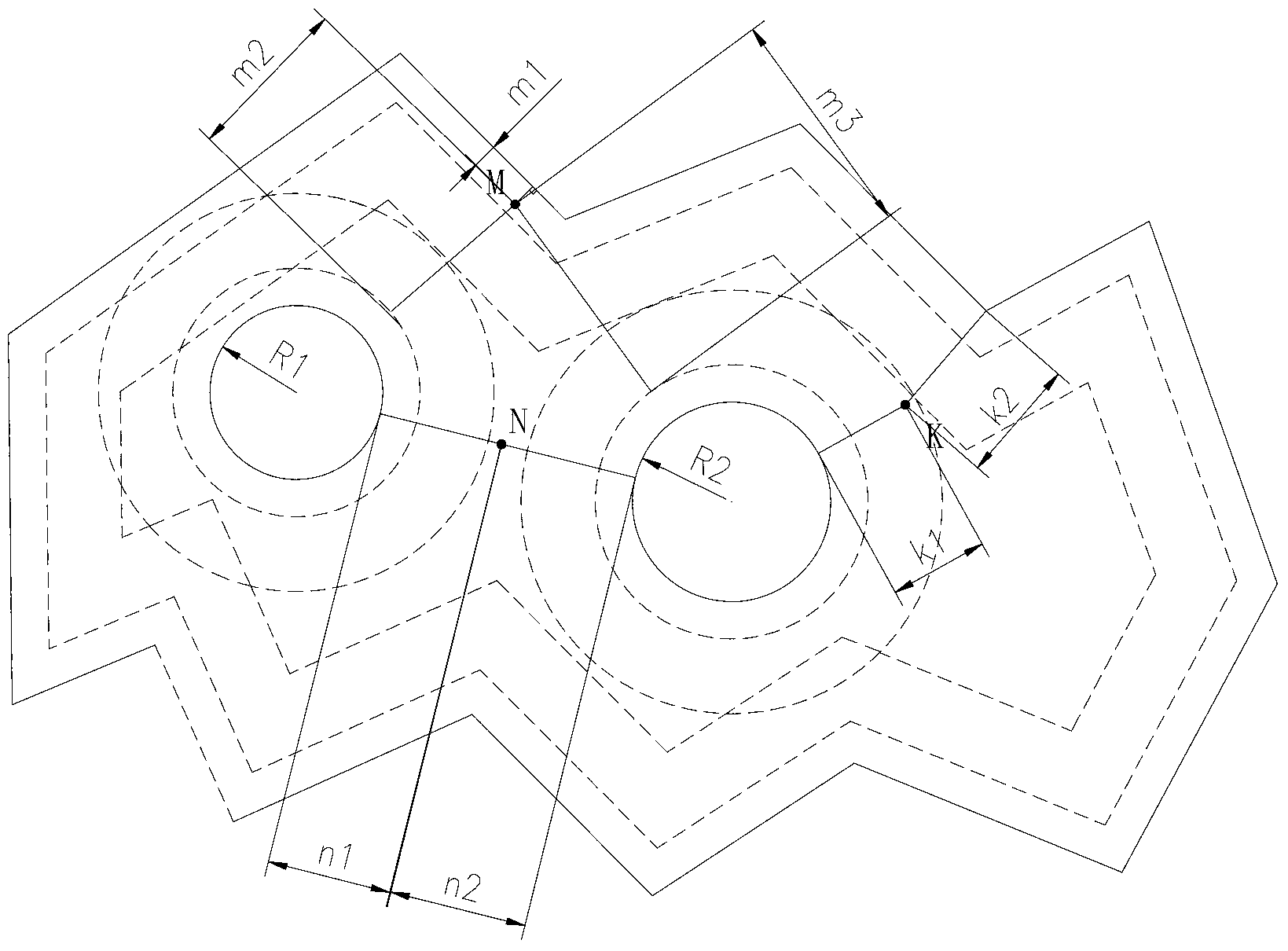
[0037] Such as figure 1 , 2 , 5, and 6, a method for differentiated laser 3D printing metal parts, including:
[0038] A. Pre-divide the area of any point in each layer of printing layer; take any point on the printing layer, the minimum distance from the point to the edge of the printing layer is set as H, and the edge of the printing layer includes the outer edge. If there is hole or cavity, then the edge should also include the inner edge, when 0I+5, this point belongs to the inner 3 of the printing layer, wherein 1<I≤3mm, and the selected value of I is 1mm in the present embodiment;
[0039] B. Place the pretreated printing base and printing base in the printing station, use laser and alloy powder to print metal parts layer by layer on the pretreated printing base, and protect the printing area with inert gas. Nitrogen is generally used, in which, the outer 1 of each printing layer is refined at a low speed, the laser speed is 0.5m / min, the powder feeding speed is 10g / ...
Embodiment 2
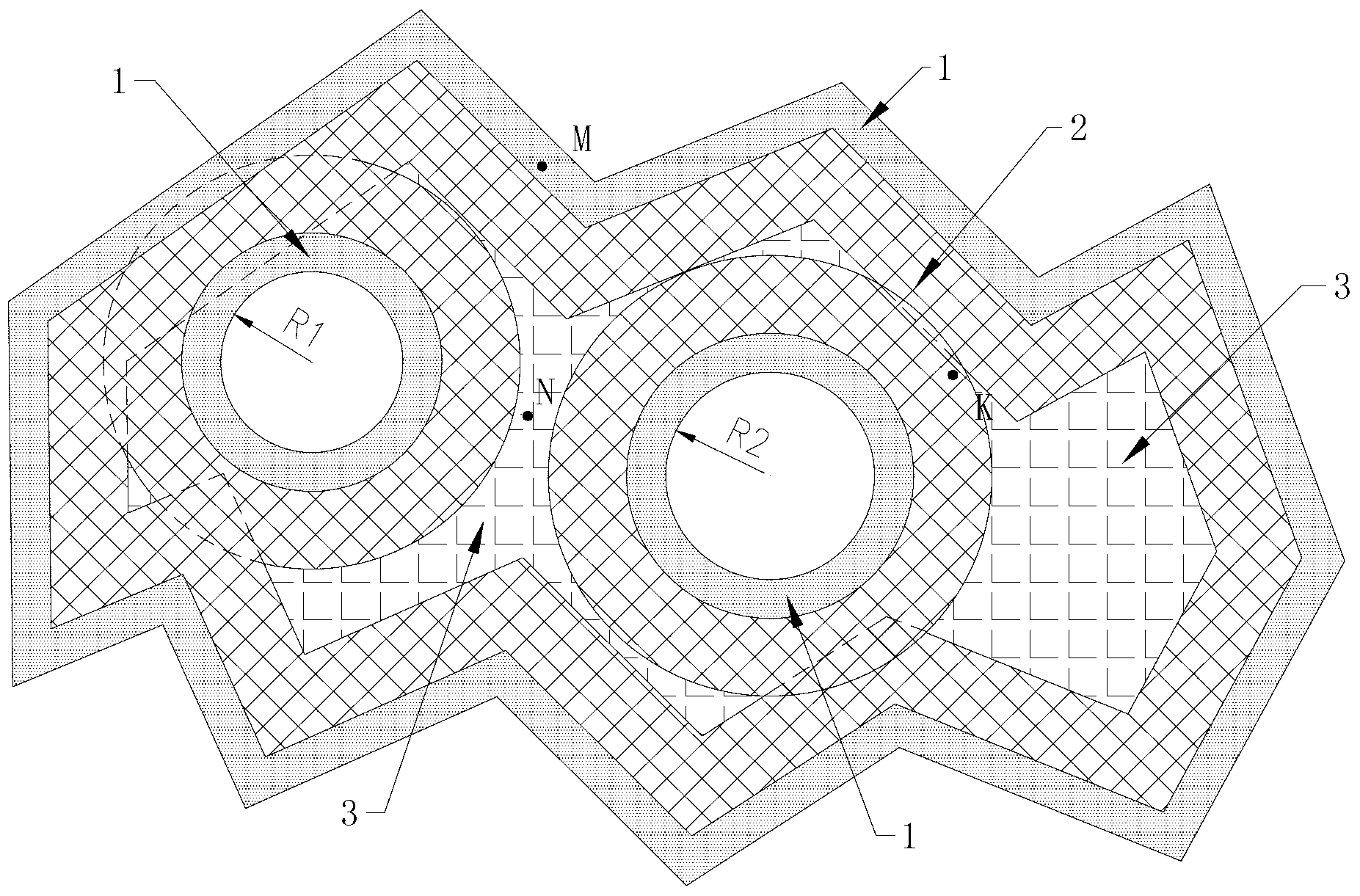
[0048] Such as image 3 As shown, the method of this embodiment is basically the same as that of Embodiment 1, except that the printing layer is slightly different. In the figure, the distance between the inner holes of the metal parts is less than R1+R2+2 (I+I+5) and greater than R1 +R2+2I, wherein, the value of I is 3mm, the same, according to the method in embodiment 1 to image 3 The middle printing layer divides the area, image 3 The figure also schematically shows the inner, middle and outer parts 3, 2 and 1 of the printing layer in three different patterns. The outer 1 of each printing layer is refined at a low speed, the laser speed is 1m / min, the powder feeding speed is 20g / min, and the scanning width is 4mm; the middle of each printing layer 2 is deposited at a medium speed, the laser speed is 3m / min, and the powder feeding The speed is 40g / min, the scanning width is 4mm; the internal 3 high-speed accumulation of each printing layer, the laser speed is 5m / min, the...
Embodiment 3
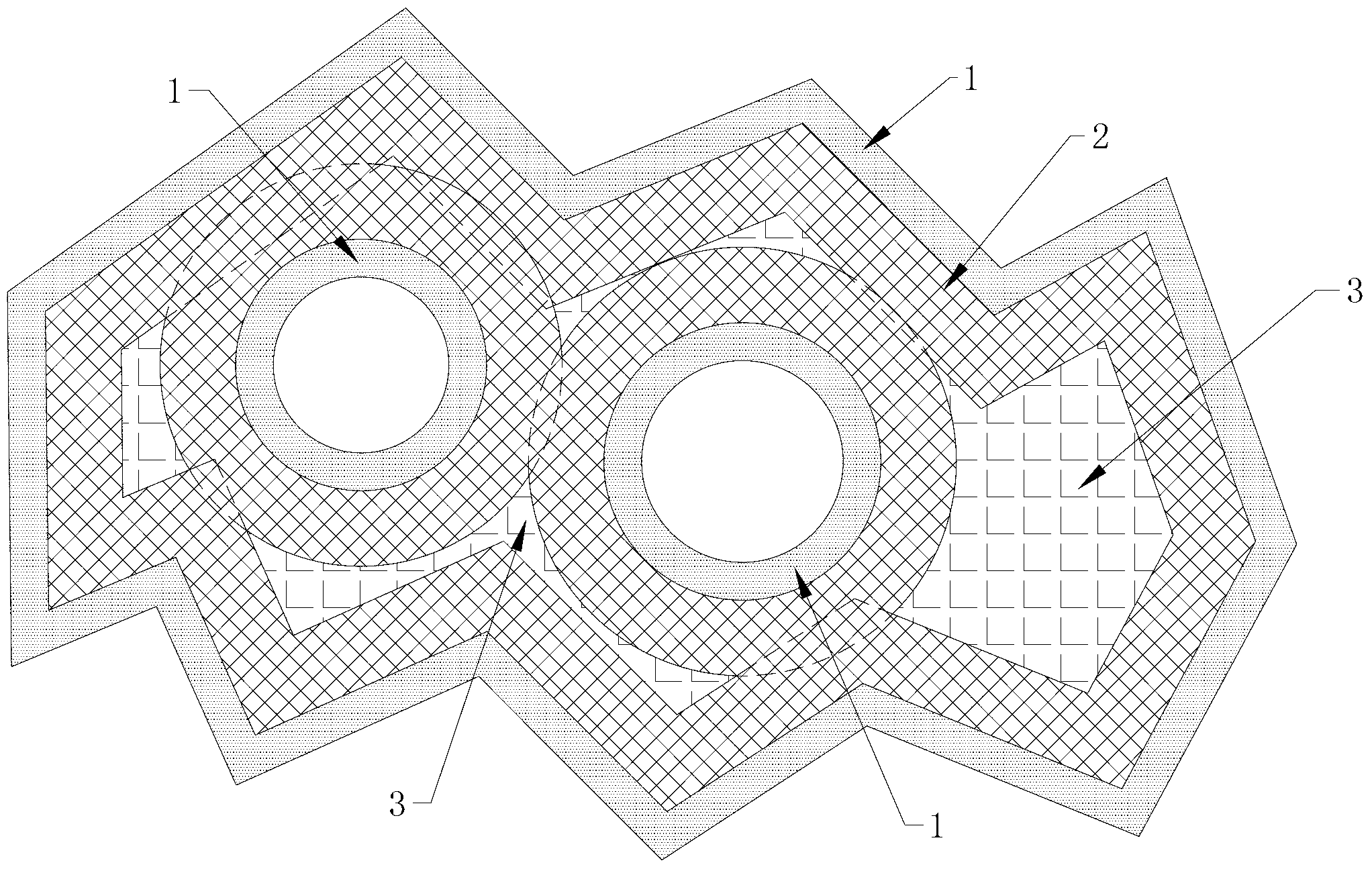
[0055] Such as Figure 4 As shown, the method of this embodiment is basically the same as that of Embodiment 1, except that the shape of the printing layer is slightly different. In the figure, the distance between the inner holes of the metal parts is less than R1+R2+2I, where the value of I is 2mm , similarly, according to the method in Example 1 to Figure 4 The middle printing layer divides the area, Figure 4 The outer 1, middle 2, and inner 3 of the printed layer are also schematically represented in three different patterns. In this embodiment, the outer 1, middle 2, and inner 3 all use fiber lasers. The laser power used in the outer 1 and middle 2 of the printing layer is 2000W, and the laser wavelength is 1.06um; the laser power used in printing the inner 3 is 4000W. The laser wavelength is 1.06um. The outer 1 of each printing layer is refined at a low speed, the laser speed is 0.8m / min, the powder feeding speed is 15g / min, and the scanning width is 2.5mm; the midd...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More