

Method for improving sheet annular titanium alloy gear part machining precision
A technology for machining parts and titanium alloys, which is applied in the field of improving the machining accuracy of thin ring-shaped titanium alloy gear parts, and can solve the problems of poor cutting performance, small deformation coefficient and large back cutting force of titanium alloys.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] The purpose of the present invention is achieved as follows. A method for improving the machining accuracy of thin annular titanium alloy gear parts includes the following steps:
[0027] 1) For rough turning, the parts are pressed with a pressing plate along the axis direction, and the parts are roughed; radial pressing methods such as three-jaws are prohibited during the processing to prevent "three-point" deformation.
[0028] 2) Recrystallization annealing. In step 1, the parts have a large machining allowance, a large cutting stress will be generated inside, and the material structure is also in an unstable state. Therefore, recrystallization annealing is arranged in the process plan. The heating temperature is 740~760℃, and the temperature is kept warm. After 1.9~2.1h, the furnace is cooled to 150°C and then air-cooled to room temperature. This process will recrystallize the deformed grains and restore the equilibrium state. The metallographic structure and stress state...
Embodiment 2
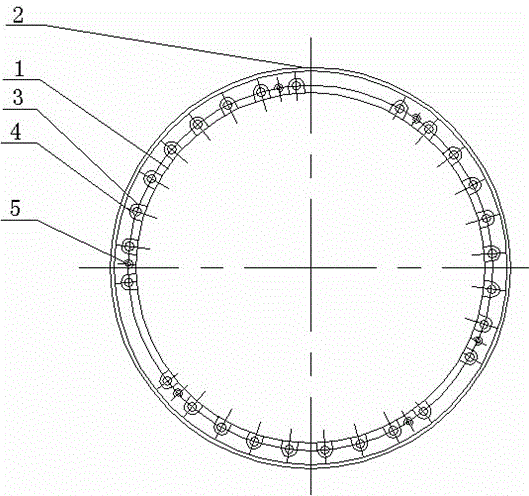
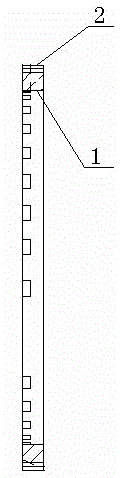
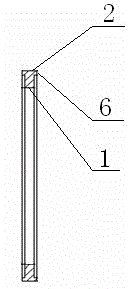
[0041] Take the machining of 6-level precision gear parts as an example, the material is titanium alloy TC4, the modulus is M1, the number of teeth is 330, and the part structure is as follows figure 1 and figure 2 As shown, the diameter of the inner hole 1 is φ312H6mm, and the diameter of the addendum circle 2 is φ332h8mm. The coaxiality of the addendum circle 2 to the inner hole 1 is required to be φ0.014mm; the thickness of the gear is 6mm, and the two ends are perpendicular to the inner hole 1. It is 0.014mm, and 27 gear slots 3 with a radius of 3mm and a depth of 3.5mm are distributed on the circumference of φ318mm, 27 first gear holes 4 with φ3.4mm, and 6 second gear holes 5 with φ2mm. image 3 As shown, the outer ring of the gear addendum circle 2 has an annular process boss 6.
[0042] From the analysis of the part structure, the difference between the inner and outer radius of the ring of the part is only 10mm, the thickness is 6mm, and the diameter of the addendum circl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More